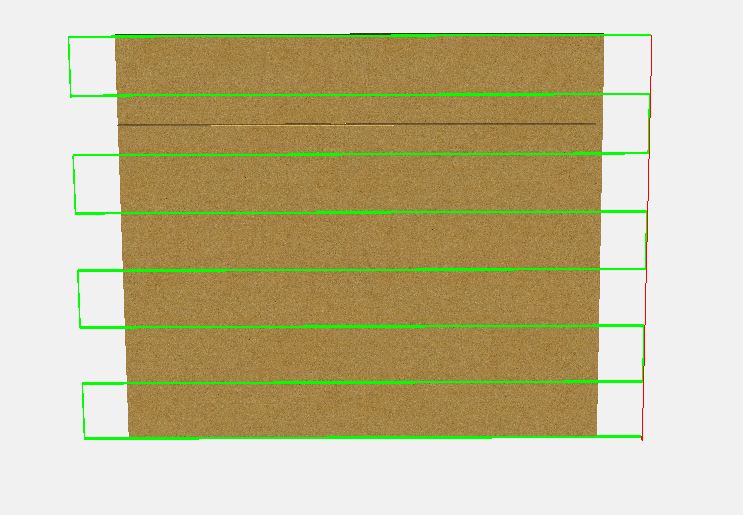
Anyone know what’s going on here? I’m trying to surface some end grain cutting boards but I’m having an issue with the bit jolting and creating divots in the work piece. I have been surfacing a lot and was not previously having this issue, and then all of sudden it started.
I have had similar results with walnut and maple end grain boards. I’ve been playing around with depth of cuts from around 5mil to 20mil and feed rate from around 60ipm to 120ipm. I also rotated all the inserts on my surfacing cutter (2+2 cutter ~1.3" diameter). Lastly, and most extremely, I upgraded my Z carriage from the stock Shapeoko 3 to the HDZ, same result before and after (I had it sitting around in the box, been meaning to upgrade anyways and thought that was going to solve my problem).
Collet is worn, so the bit is pulling itself down. You could mark how deep the bit is in the collet, and then check after a test run to see if it moved at all.
The stock is flexing, and being pulled away from the spoilboard into the bit before returning.
Since you are on a S3, check the V wheels for the carriages. Any play there could cause problems.
The tool paths in those instances are straight, but you’re observing a slight stall out in place, is that correct? Are there any suggestions that steps have been lost after those gouges?
What does your surfacing file look like, pocket cutting or contour?
I’ll be back out in the shop this afternoon, I think Im going to start by replacing the collet since I have spares, I didn’t think of that!
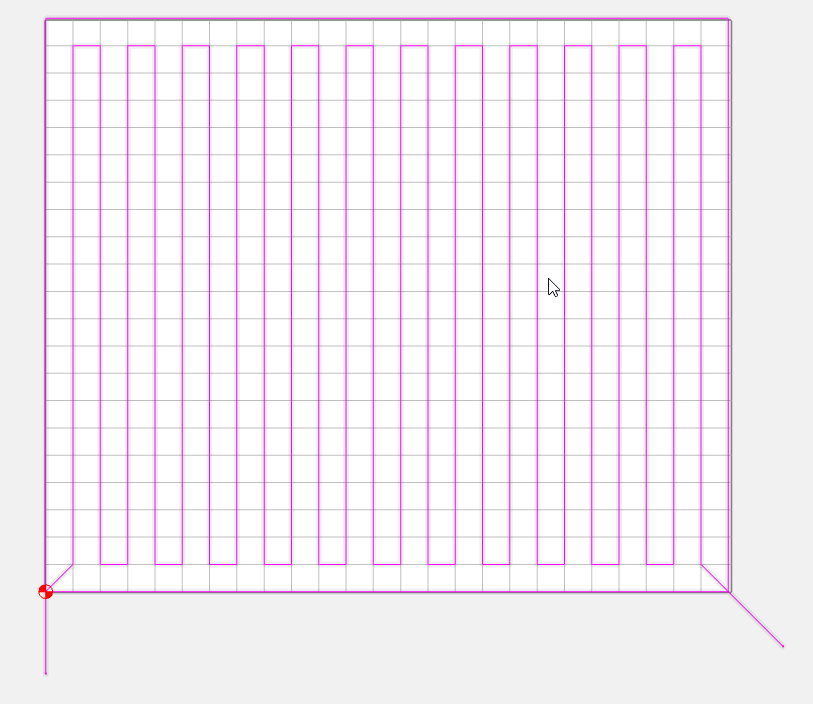
My tool path looks more like the second image, and despite hearing an audible jolt, there is no stall in x or y motion and no discernible change in z height. Im definitely suspicious of the collet. Fingers crossed that fixes it!
Okay, been playing around for a bit and unfortunately I have made no progress.
I really thought it had to have been the collet…but I tried a new collet as well as another router I had laying around after discovering the slightest whisper of bearing play in the router I had installed. I also tried adjusting my tool path to make a a lap around the outside of the material first, to mitigate blowout around the perimeter:
Weird, really looks like tooling is moving somehow, As mentioned before the collet, collet nut and even more importantly the router/spindle shaft bit recess cavity needs to be checked. I’ve had trim routers get debris up in the shaft recess and cause movement even after I thought I had it tight. The circle pattern/step over just leads me to believe me somehow there is hardware shifting or moving. Hard to tell from sitting behind this screen. Wish I could help you more.
DJ, I recently have also some issues with inlays, and therefore had to re-surface my cutting board. attempt with McFly cutter, for the end grain piece it was not good, VERY! rough surface. So I took a 1.5 inch surface flattening bit
and it worked very nicely. I think end grain cutting is something very special. I recommend to experiment with any kind of scrap stock.
However: CICworkshop (Ryan Drapela) uses a 1/4 inch flat upcut bit, and appears to achieve a great surface. Since I got my end grain board sets from him (absolute unique quality! I will NEVER! again try to flatten/glue/cut/flatten/glue/cut… again my own end grain boards!!!) I probably will do the same for my inlay boards.
He uses a 1/4 inch downcut bit. Exactly for the same reason not to pull plug parts out of the base, exactly what happened to my board:
If there are bottom inserts, try and removing them. @wmoy suggested that for the McFly.
I have not done end grain work, but it made a difference (better finish) for me
Is it happening in the same general area each time?
It would have seemed to be:
Toolpath related if you were plunging in the center first - but you’re not.
Then perhaps the collet slip - you’ve replaced the collet and router. I’d still try and mark the collet shaft to triple check.
You’ve checked the V-wheels for snugness, when you move the gantry and z-carriage, are they smooth?
Have you checked the belts for abnormalities?
Have you checked the pulleys for slippage? With the machined powered on, is there any play when applying a little force to each side of the gantry or z-axis?
How tall is your work piece? Does the program seem to run without any evidence of missteps?
If after an occurrence of one of these incidents will the machine return to the original X,Y and Z zero positions? If not the machine is loosing steps some place, due to either a belt pulley slipping on the stepper motor shaft or a belt is worn out. It’s also possible that a stepper motor is skipping steps because it’s been pushed too hard. Slowing down might help. In my experience I find that surfacing end grain hardwood takes a surprising amount of force and a sharp cutter. It’s one of the reasons I repurposed my 3XXL (it’s now a rotary axis machine) and bought a 5Pro.
Thank you all for the thoughtful responses, of course while I was chasing down all of these machine issues swapping out routers and Zs, it turned out to be the tool I was using!
@jtclose nailed it, pulled the bottom cutters out and it cleaned right up. Seems obvious in hindsight, those bottom cutters must have just been pulling the workpiece up (maybe even flexing the Z/gantry). Seems those inserts are more suitable for soft material like MDF.
Thanks again! Learned a lot these last few days! Thats what its all about