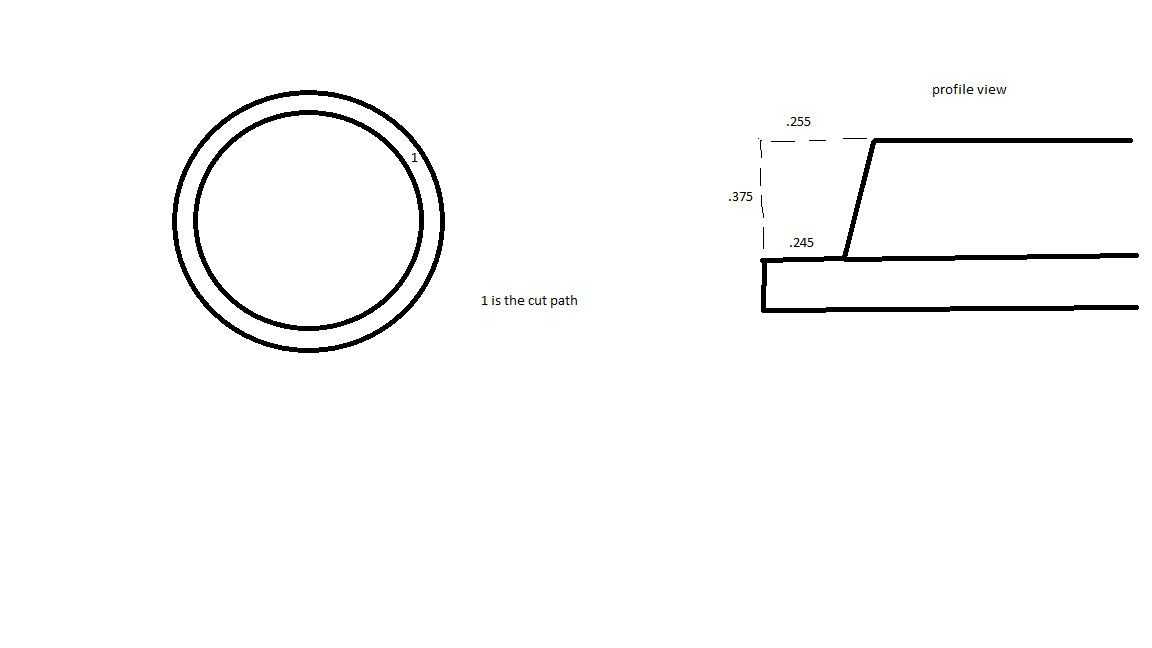
So! I have a design that I have been making on the lathe and I am trying to automate the bulk of it with the CNC instead (If it is worth it for the time to make it on the CNC remains to be seen but that’s beside the point.) The issue I’m having is how to cut a slight taper for the lid. It needs to go from about .255 in at the surface of the material down to .245 in at the bottom of the cut. Cut is .375 in deep Is there a way to do this? Do I need a tapered bit? Do I just make several slightly different tool paths and sand the ridges out by hand? Should I stick to making the lids on the lathe?
If you have the Pro version of CC one option may be something like this:
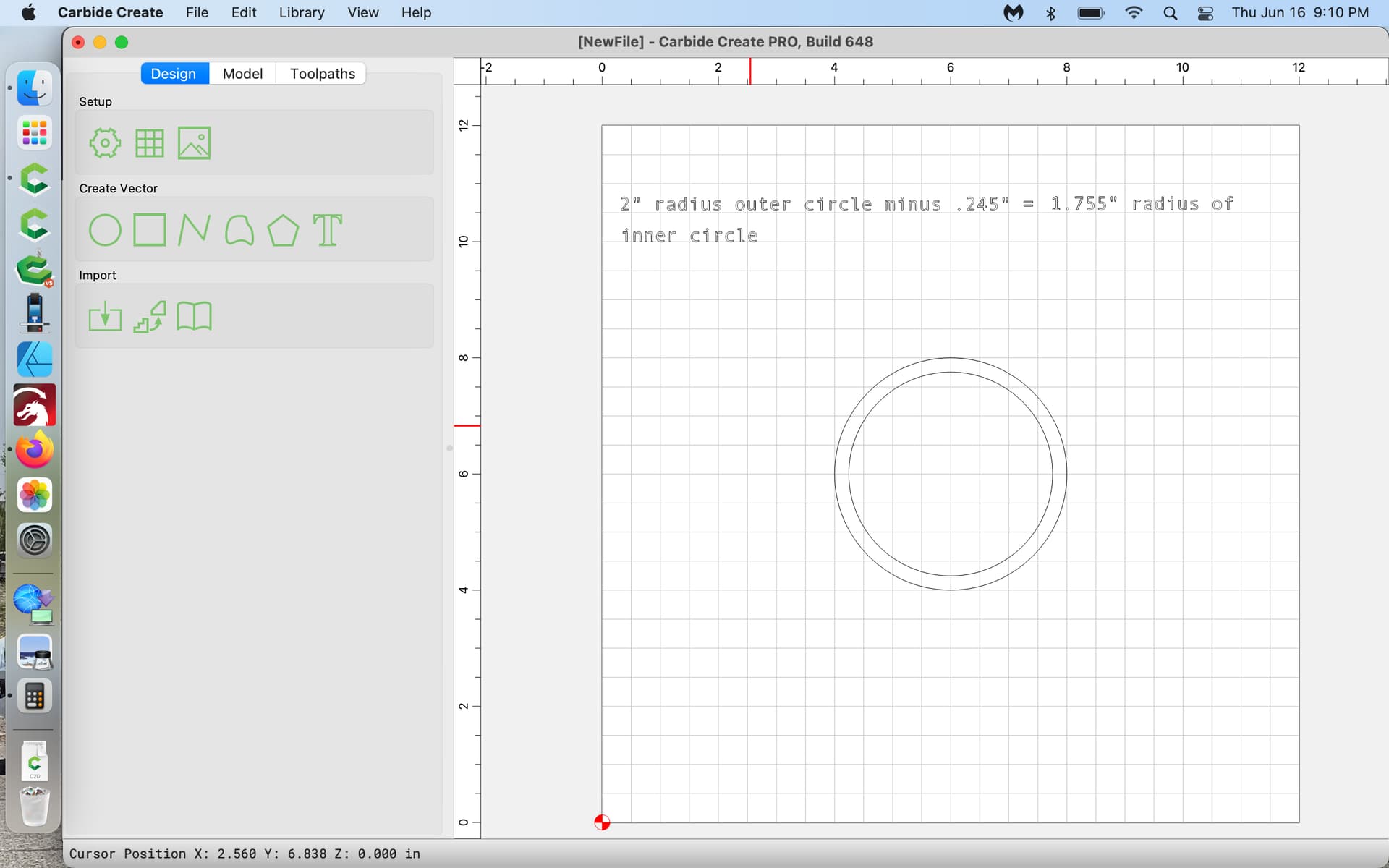
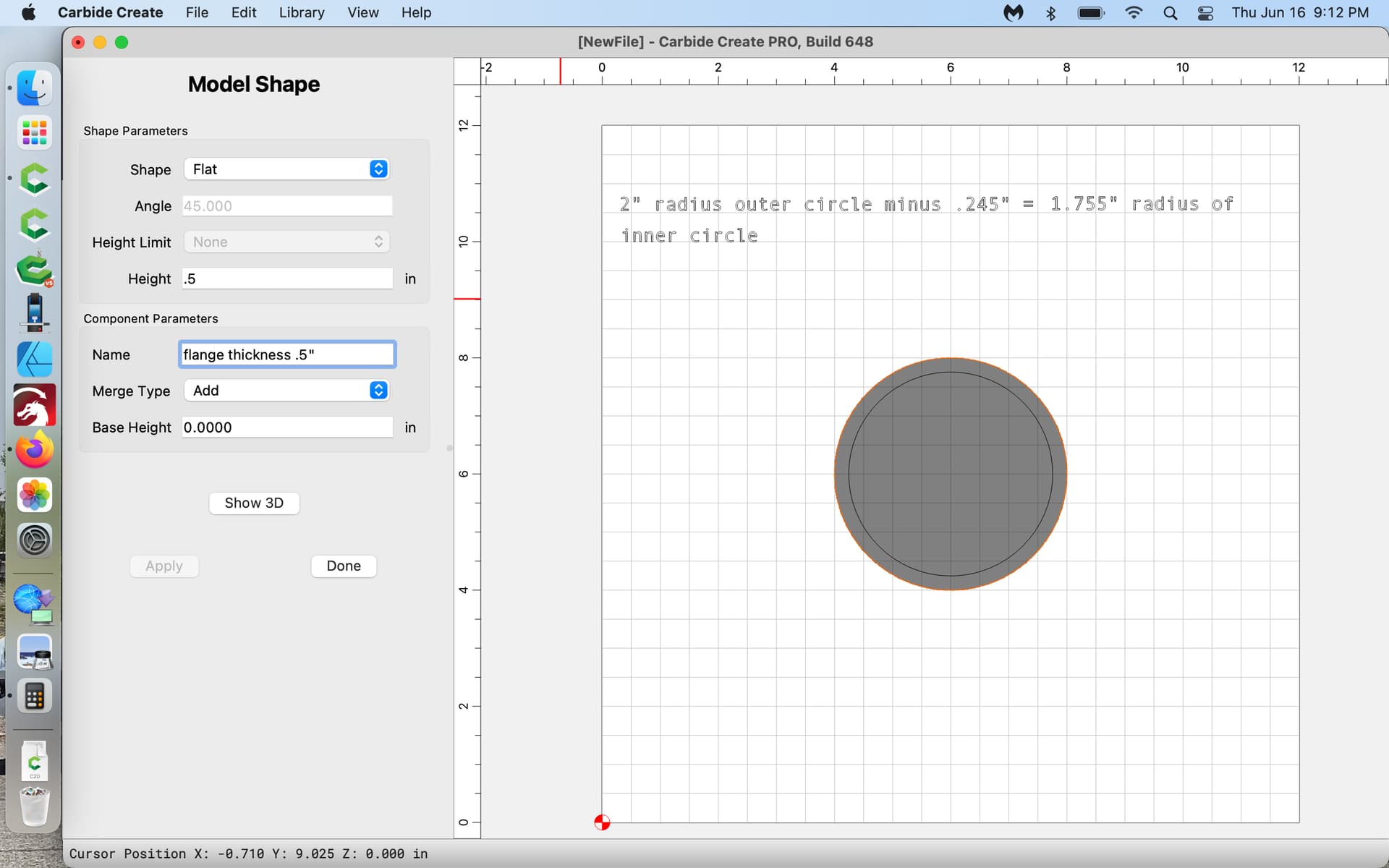
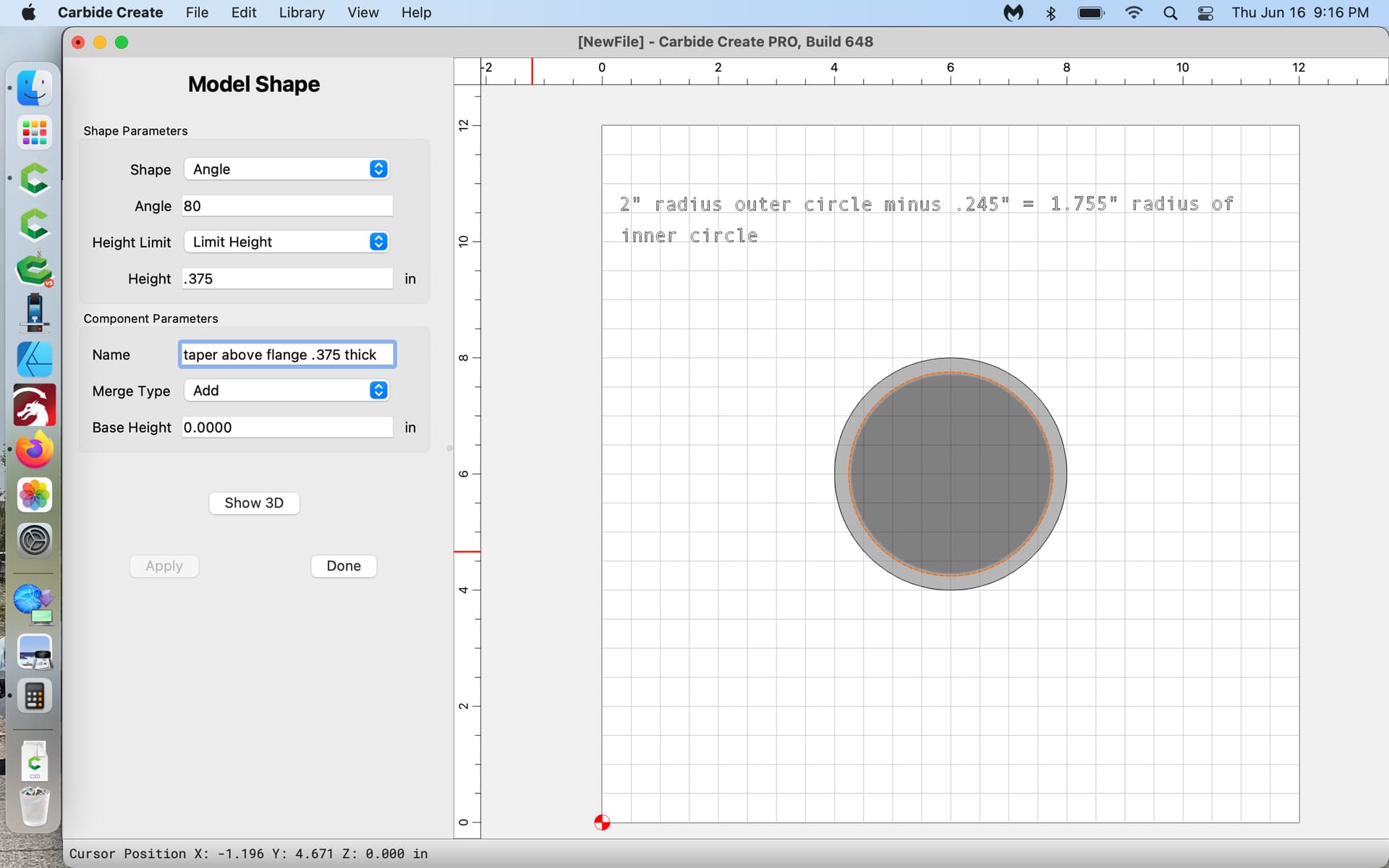
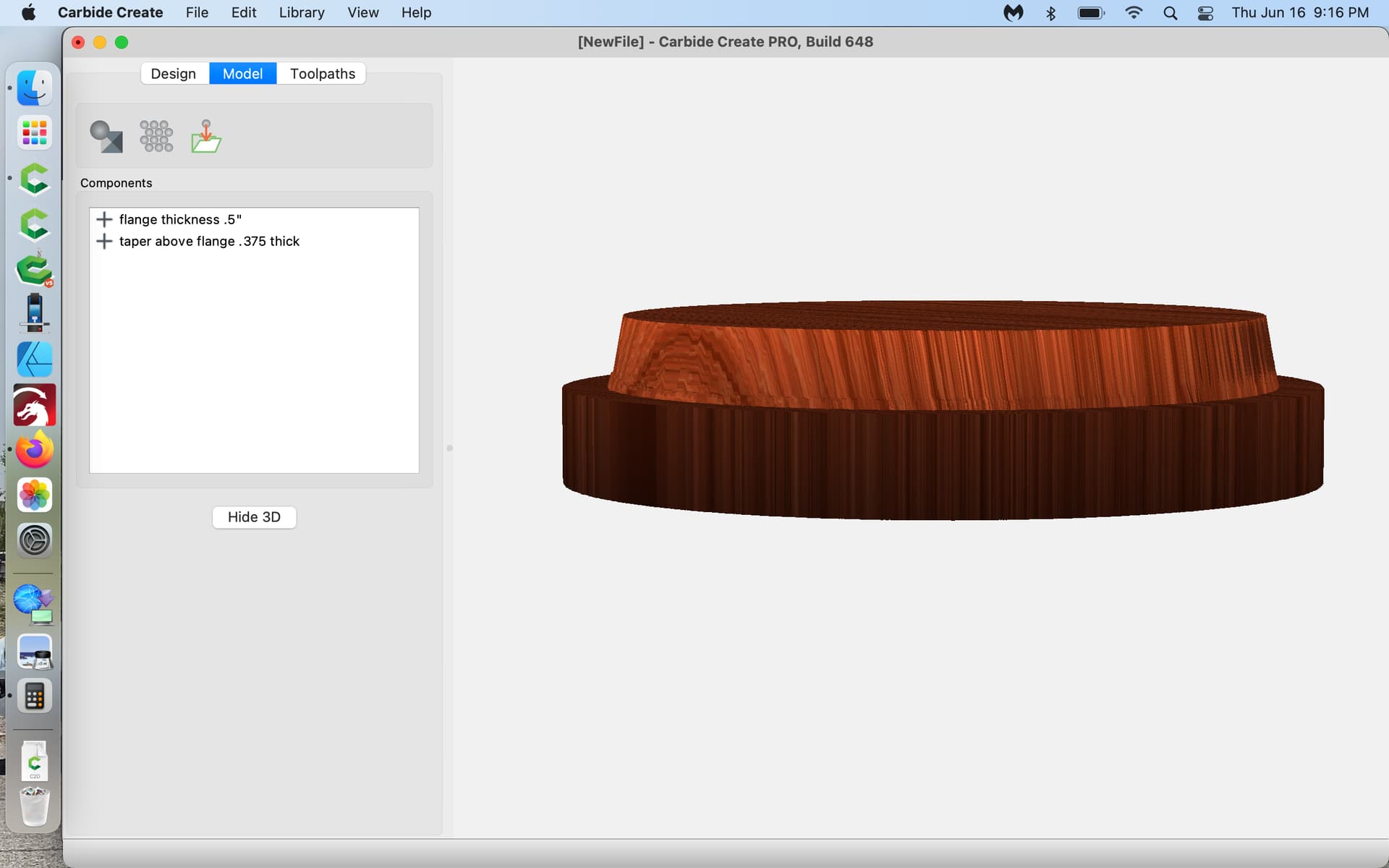
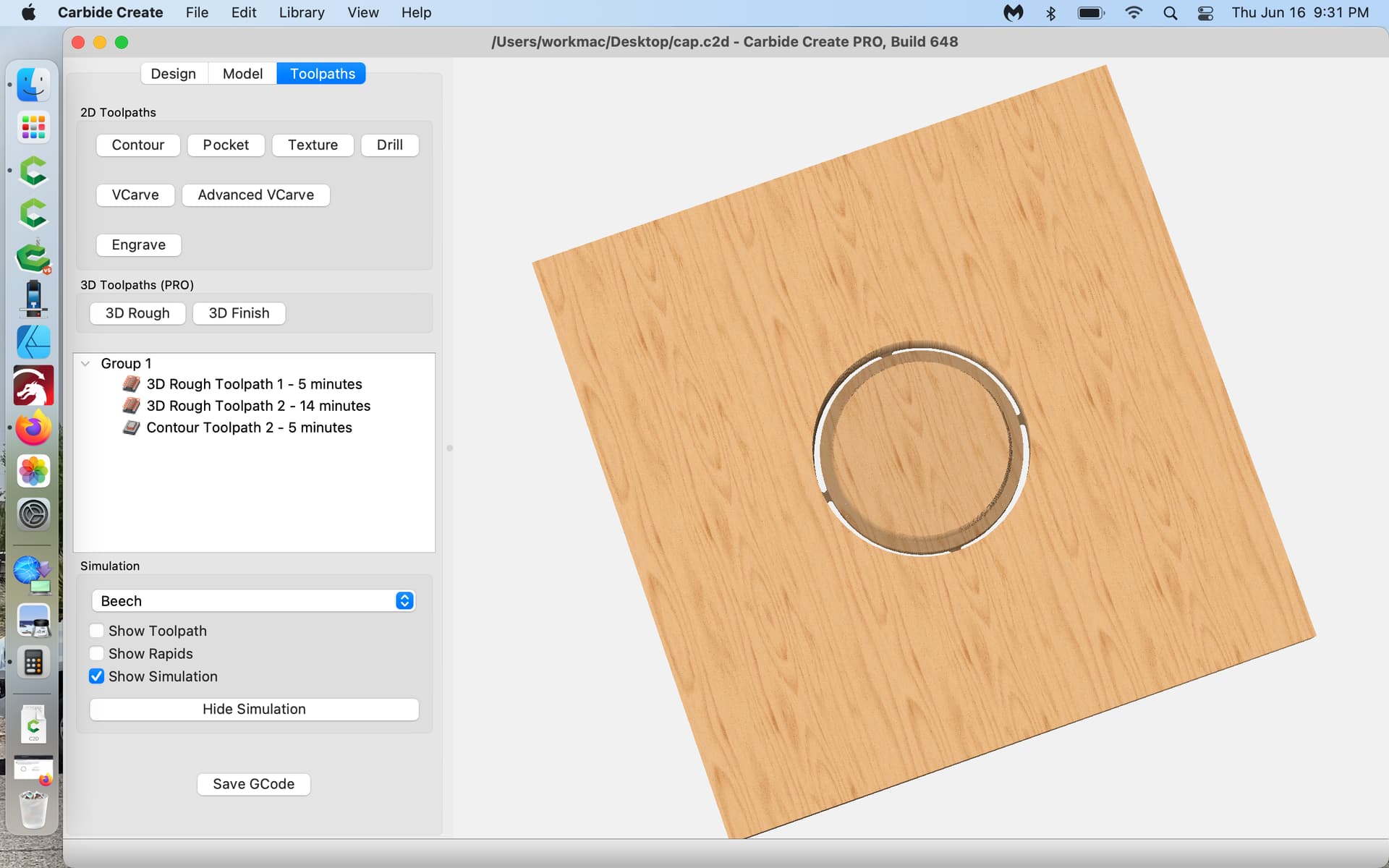
You didn’t mention cap diameter or over all thickness so this is just a rough example. Depending on machine and stock size I would imagine you could knock out quite a few caps at one time.
2 Likes
I don’t have the pro version but that might be a selling point for me. Thank you.
If my math is right, that’s about a 1.5 degree angle. I don’t think you’ll find a tapered bit that straight, the best I saw was about 2.25.
1 Like
The problem with 3D cutting is the toolpaths are laced/raster/zig-zag type cuts, so the taper would still need to be sanded smooth.
If you don’t want to spend the $ on a tapered bit, but still want to crank these things out… What about cutting blanks on the cnc, with that wall flat at 90°, then just use the lathe to taper that face.??
3 Likes
1.5 is about what i got from my math too, just used more decimal places on mine lol. But if I have to put it on the lathe it’d be faster to do the cutting on the lathe too. Besides if I have to mount them on the lathe the stock for the lid is so thin I’d have to use a waste block and thats nigh impossible to get glued on perfectly centered so I’d have to turn it round again once it was on the lathe anyway. I’m going to look into the tapered endmill you linked to and I think I’ll either do that or do a magnet lid with 8 3mmx4mm neodymium magnets set into the wall of the box and lip of the lid and a 90* lip to prevent shearing motions from pulling the lid off.
Do you have an idea how bad the toolpath marks would be on something like this? Are we talking hit it with a quick hand sand or worse than that?
Again thanks for all the help.
1 Like
Ugh. Simulation in CC is dreadful for details. Here’s what it looks like with the default 10% stepover in NX
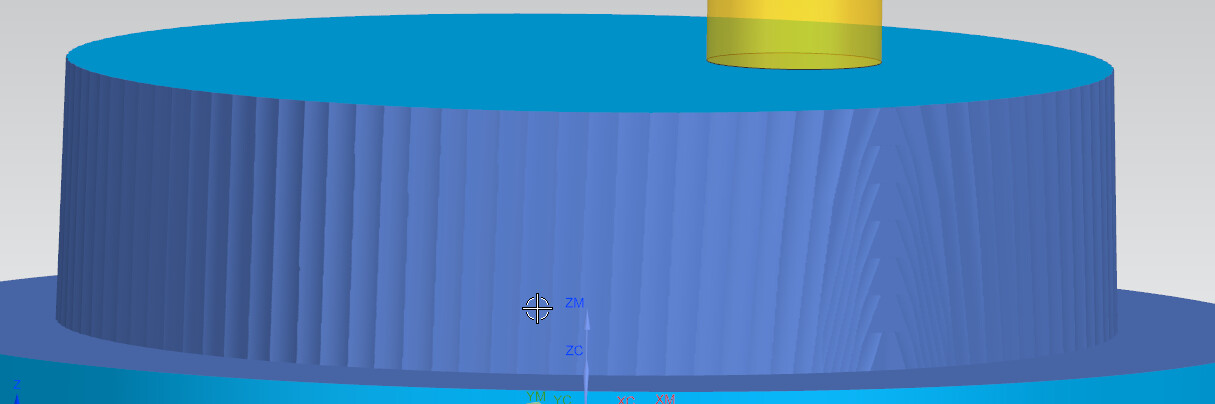
You could decrease the stepover for a smoother finish. Either way a pretty quick hand sand, I think.
Depending on the finish you are shooting for.
1 Like
I can’t help but wonder if one could set up a jig to hold either a card scraper or plane to make pretty quick work of this.
This topic was automatically closed after 30 days. New replies are no longer allowed.