What really cool tooling (which Carbide 3D does not sell) have folks been using?
I just indulged myself in buying the balance of the full set of reducing collets for my:
and while I picked up a couple of 3mm downcut tools when I bought that size, I don’t (yet?) have any 4 or 6mm tooling, and of course, the unit takes 8mm w/o any reducing bushing.
Probably my most-used tooling has been the 1/8" Kyocera 90 degree V endmill which “Drillman1” (Oliver Tool Company) sells — paired w/ an Amana 1/8" downcut (which we do sell) it makes for effortless joinery paired w/ a #301.
(Yes, my OCD is high, and my impulse-control low some days)
Impulse control is low “some days” huh
I need to get a quick change spindle myself. Maybe on the next day my control is low
The most interesting new tooling I’ve used has been “medical drills” from precise bits:
I’m used to pcb drills which work great but recently I picked up a range of sizes from the medical drill line.
For drilling brass and other non-ferrous metals they’ve been awesome. The reach isn’t as far as the equivalent pcb drill but the increased reliability more than makes up for it. I’ll post some side by sides of two 1mm drills when I get home to show the difference in core thickness. These things are tanks by comparison.
Apparently you can also do some slotting operations with the drill in certain materials? I’ve not been brave enough to try that yet but it might be convenient in some up coming delrin projects
I got a Luocut single-point threadmill off Amazon. Took a 5/16-24 in 6061 aluminum in three passes to be safe (programmed in Fusion), and it’s perfect. Ordered a set for other sizes today.
Ten times faster than hand tapping, and zero chance of starting crooked in thin sheet.
Yeah, I have the same problem. Wound up getting the ones specified for hard steels and figure it’ll be OK for my occasional use, if perhaps running hotter.
The one I have is 4mm cutting diameter, so I’m limited. The set on its way is a 2.0 up through a 5.something. I need to be doing 8-32, 10-32, and 1/4-36, mostly, so it’s worth it.
But realistically for a good source of ~constantly stocked US made single form tools at an ok price I’ve read good things about onlinecarbide: THREAD MILLS - SINGLE PITCH - onlinecarbide.com
(~$30 per tool…definitely not import pricing but much more reasonable than the $90+ per tool of the bigger brands)
Oh also nice, especially for folks on the west coast, the carbide tool source guys are back in business. Just a couple of guys in Oregon grinding very reasonably priced high quality carbide tools.
They’ve been a bit unreliable recently because of health issues so I’m not sure it’s a great idea to single source them as a vendor but they’re a great option for smaller outfits:
@nwilson when using steel specific cutting tools just watch out for coatings with aluminum. It’s common for steels but won’t play well if using them to cut aluminum
Good to hear the Carbide Tool Source folks are back in business — I have a box of 5 of their 1/8" downcut endmills and they have been excellent for my usages.
Awesome to know about Carbide Tool. And yeah… AlTiN coating, which raised my hackles a bit but I figure light cuts shouldn’t get hot enough to go too crazy. Typically three threads per part or fewer, and I’ll try it with a .015 stepover to keep it even cooler.
I wouldn’t be opposed to buying a couple DLC-coated threadmills for 10-32/M5x.08 off you, @HeuristicBishop …
In my defense, they were only sold in 5 packs at the time and the 5 pack was about the same price as a single tool from online carbide…that and I bought the wrong size the first time
I certainly don’t need 5 of each, I’ll shoot you a DM to figure out shipping and such
However I would never go back to routers with brushes, in my very few years of using a CNC I had to change routers with brushes I think x4-5 before I got the C3D spindle.
The noise is MUCH! louder than a spindle. And also to get an automatic speed control is a value by itself.
I hoped Maffell would have developed a spindle with that bit changing attachment, but so far not available.
And: as far as I can see Maffell offers its bit holders for metric bits. Although I favor the metric system whenever possible I now have some bits all in imperial sizes.
However: fascinating!
All I would consider is an ATC add-on for Shapeoko w/o switching to a new controller ecosystem like from pwncnc/MASSO what would not only cost me an arm and a leg, but also some weekends fulltime to adjust my settings.
When I first bought, I had to impose on and have a wonderfully talented and generous machinist here make a 1/4" reducing bushing (a 1/8" was available for purchase), and the native 8mm is close enough to 5/16" that that Imperial size can be used, and even though I bought a 3/16" collet for my Makita RT0701/Carbide Compact Routers I’ve never found tooling in that size which I had to have.
For the record, with this purchase I’ll have:
3mm
4mm
6mm
1/8"
1/4"
and as noted, the bore itself is 8mm (5/16"), and I still suspect that that latter size is the sweet spot for most folks using our machines.
We’ll see if I find any 4 or 6mm tooling which I need — the 3mm I bought I’ve not had occasion to use as-of-yet (changed how I was setting up my projects so that it wasn’t necessary)… as noted, this is mostly about my OCD and just wanting a neat and compleat arrangement of collets in the storage space which I worked up for them.
I’ve tried to argue for spindles such as this as an intermediate step between the compact trim router and the VFD spindles, but it’s a narrow space, and I suspect that the window on it has closed (if it was ever open). That said, if anyone wants to get one, I’ve been testing a new mount and so forth which has been working well, and I have an old mount I can send out if it would help someone.
My impulse control sucks too. That’s how I ended up here.
Mine is an inwork thing. Sherline Mills make this adapter for tooling that screws on and holds things with a set screw. I’m in the process of making one at my machine class.
The best tooling advice I can offer is to add a Musclechuck adapter to your spindle. I’m using the Carbide 80mm VFD spindle on my Shapeoko 5 Pro with a Musclechuck 6B quick change adapter. These things works great by providing a fast and easy way to change bits without the two wrench hassle. I highly recommend looking into it and please feel free to contact Joey Jarrard at US Router Tools, 888.720.8665, www.usroutertools.com, to see which model fits your spindle. US Router Tools had the best price I could find on the internet and the customer service is beyond unreal. They had a bunch of mislabeled chucks come in and after trying a few “labeled” 6B Joey sent me the 6A and 6B to see which was right for the 5 Pro. All with free shipping, I just returned the ones that didn’t fit. BTW - the 6B fit the 5 Pro’s 80mm spindle.
Full transparency … I have no relationship with Joey or US Router Tools and I have received no compensation for my endorsement … I simply love this product and think you will, too.
In my experience on support, such devices add runout and in the long-run are problematic.
Moreover, I chose to use a spindle which has a quick tool-change feature:
(and see link above)
so a tool change is pulling on a lever, removing the tool/collet, inserting the new tool/collet, then pushing the lever back up. (When I bought it I was doing a lot of test cuts, and it was an indulgence on that account.)
Will: that is my concern too. A device with a screw can’t be as balanced as a collet/nut set. High quality collet set even get their ballancing before being shipped, what an be seen by marks on the collet nut.
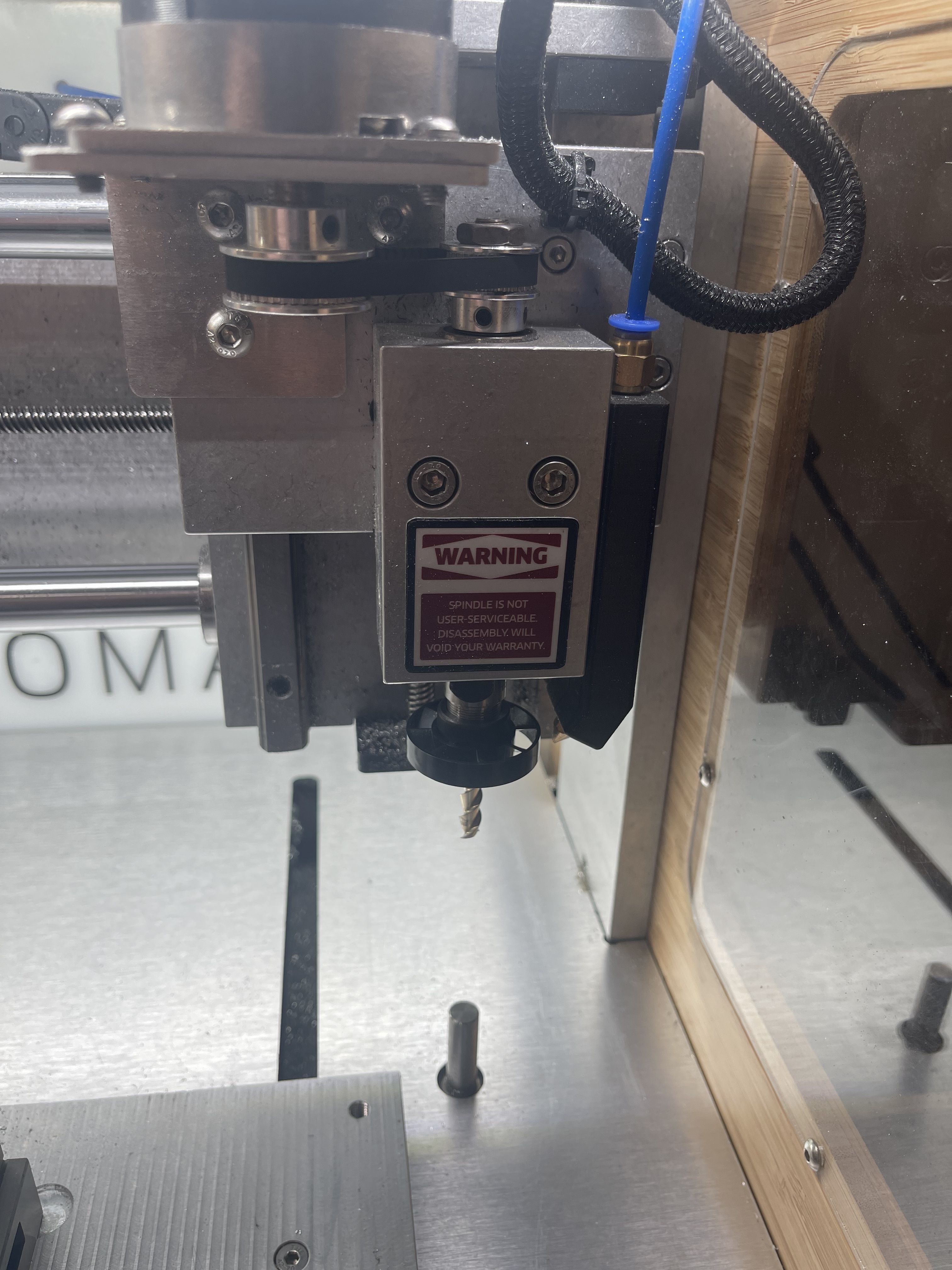
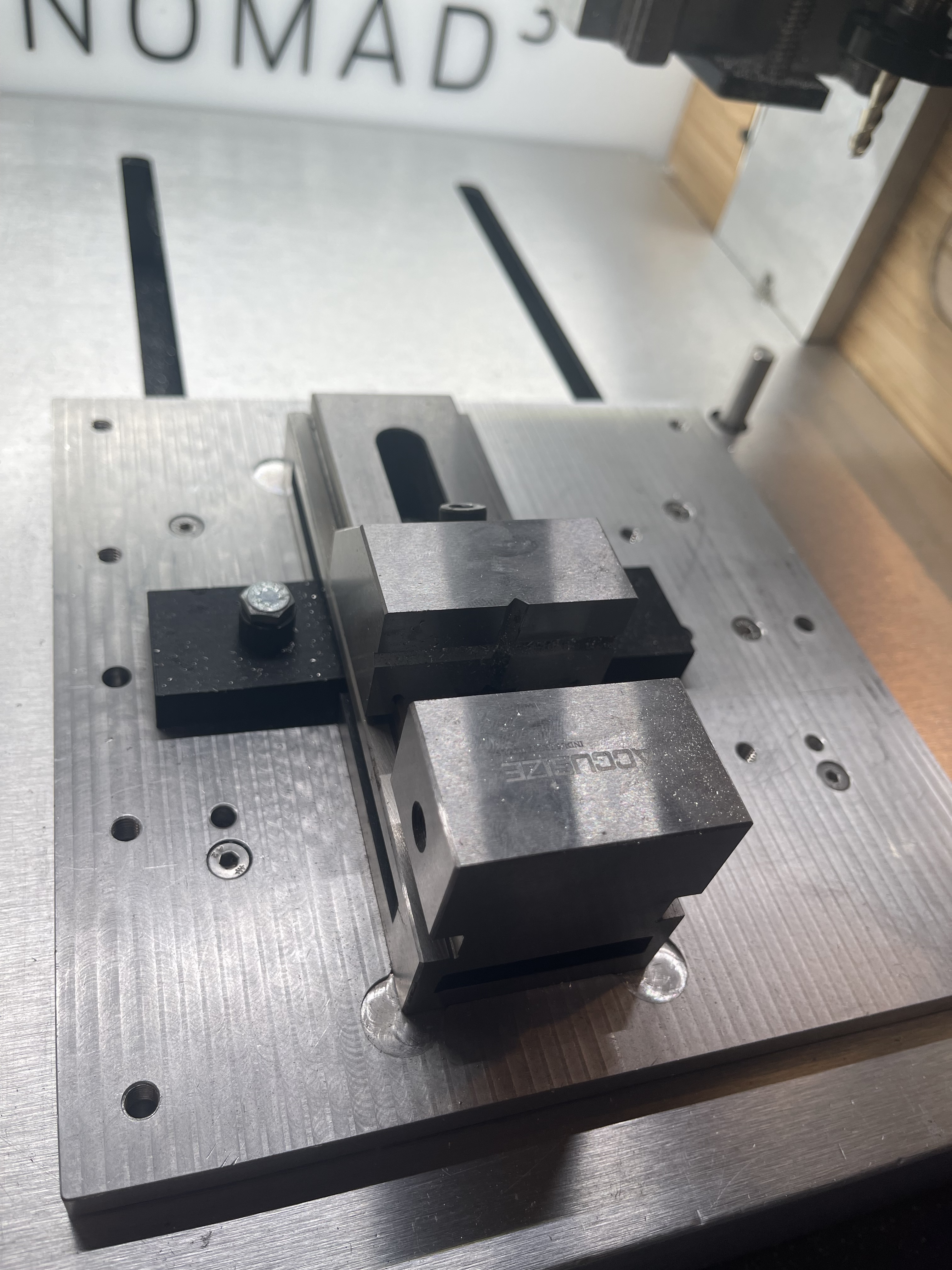
I milled an indexing pocket in my bed and added this nice toolmakers vice. Then I voided my warranty by rebuilding my spindle because my bearings were crunchy. I used cheap 608 skateboard bearings because sourcing high quality ACB’s in that size was an exercise in futility. Light “adjusted by feel” preload on the bearings and they seem to be doing great for aluminum and brass for the last 20 or so hours of use. The runout as measured a few mm down the shank of a 1/8 endmill is somewhere around +- 3 thousandth. That’s kinda high but expected for cheap skateboard bearings lol. While I was in there I geared it down to run about 2.4x lower rpm. So now my range is like 6-10k instead of 10-24k.
Why am I posting this in a thread about tooling? Because now I can run my nomad 3, happily, with 1/4” endmills in 6061.
Some new tooling which is machining adjacent just came through. A tiny little vacuum pump, marketed as a “manual pick and place”
I went with the Robins-tools pixel pump which has a good reputation and is well maintained.
The main use case for me is actually not related to electronics, I just wanted an easy way to pick and place tiny gems in the settings I cut on the nomad.
The geometry of the gems tends to launch them out of any pair of tweezers and the size ~1.5mm diameter means when they do launch…they go into low earth orbit.
The vacuum with a foot pedal is just unimaginably better in terms of user experience and the time saved has paid for this thing in a single project. I will always have some kind of vacuum tweezer system at this point.
Another two “nice to haves” to offer up, one conventional and one…less so.
https://omniwallusa.com/ heavy duty wall panels. You’ll often see these compared to wall control wall panels. Having used both, I like the omniwall better for various reasons that aren’t worth listing yet again. (Though feel free to ask if you have specific questions)
I just got some bright orange 48”x5” strips to mount directly above my work surface which will act as my “in progress” storage.
Larger neutral colored panels are further up the wall to act as longer term storage and general organization.
A new high efficiency heat pump washer/dryer combo unit that runs on 110v!!
This has effectively made a 220 circuit available for other uses! (Higher power spindle maybe )
Also I was able to get a rebate from the power company for switching to a high efficiency dryer. Lots of neat benefits in my specific case…maybe worth looking into for others
And later today, the soft jaws for my Sunders Hobby Vise will arrive.
Their fixture plate is super convenient, but it’s not quite trammed to the spindle so I’ll be trying to shim it today. I think it’s too large to machine the extents of it in situ.
I’ve been using a 5C collet block to hold 1" round stock for milling ops, and today it’ll get some threadmilling (1/4"-36 because that’s a normal size…) with the Luocut threadmills - which, if you’re wondering, continue to perform well at 10ipm and 24krpm, dry.
I’m thinking of the best way to make a retractable end stop, now.
A nice thing about the bed of holes in the SMW fixture plate is that you’re peri likely to be near a hole for your end stop.
And because the holes are all ~precision counter sunk, I’ve considered an end stop that makes use of that feature. Basically a very repeatable and entirely removable end stop fixture that drops into any hole
(They’ll be a post if I ever get around to making it)