A while ago, @HeuristicBishop generously sent me a few of the single form threadmills he had acquired. I asked no questions about how many he had, or why the supplier was out of stock… he only asked if I would do a writeup about the threadmilling process. I’m finally making good on that.
This will be a multi-part series as I do some chain-of-consciousness. I program in Fusion, I cut aluminum, and I’m no machinist but I did stay at a Holiday Inn Express that one time.
Part 1: What is threadmilling, and what’s a “single form” tool?
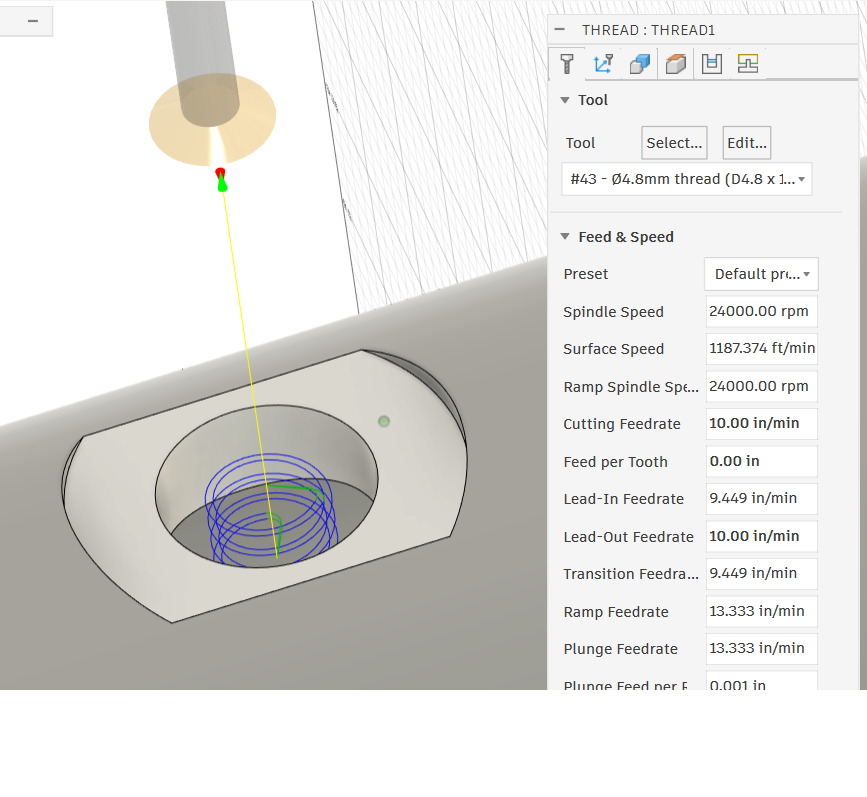
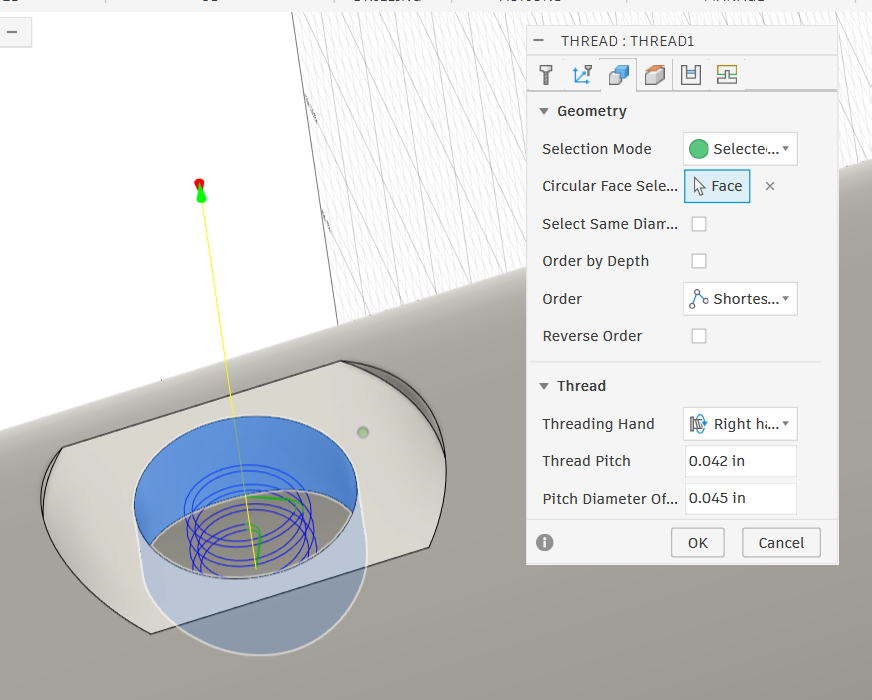
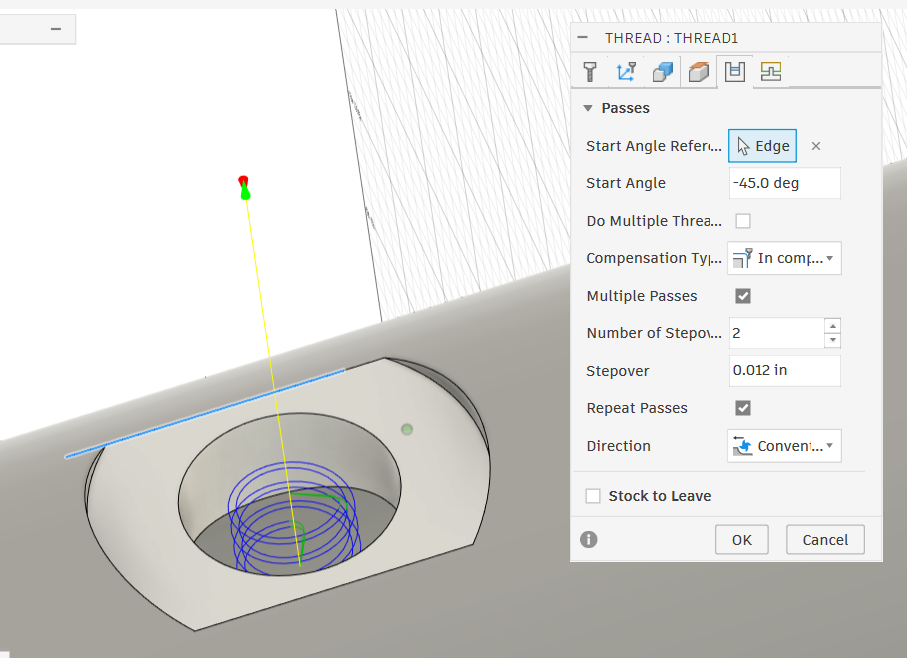
Threadmilling is using a thread-shaped tool that is smaller than the hole to cut a thread form into a hole by “interpolating” in a spiral pattern down the wall. This is different from tapping, which is forcing a screw-sized tool into the hole and cutting the whole thread at once (360 degrees). Threadmilling cuts like an endmill doing a contour cut; it’s only nibbling away 5-10 degrees of the thread at a time and working its way down and around at a controlled rate.
For these smaller, less rigid machines, it’s a godsend. Less torque, less risk of breaking a tool, easier to recover if you do break a tool, and some really unique flexibility advantages that are only available because it’s all CNC. I can’t imagine trying to drive a 3/8"-24 tap with a Nomad 3 into 6061; it’s hard enough with a 6" tap handle. But that’s just what I’m going to show, using a properly-sized single form threadmill.
What’s single form?
Single form is threadmilling one tooth at a time instead of milling the whole depth of the hole in one pass.
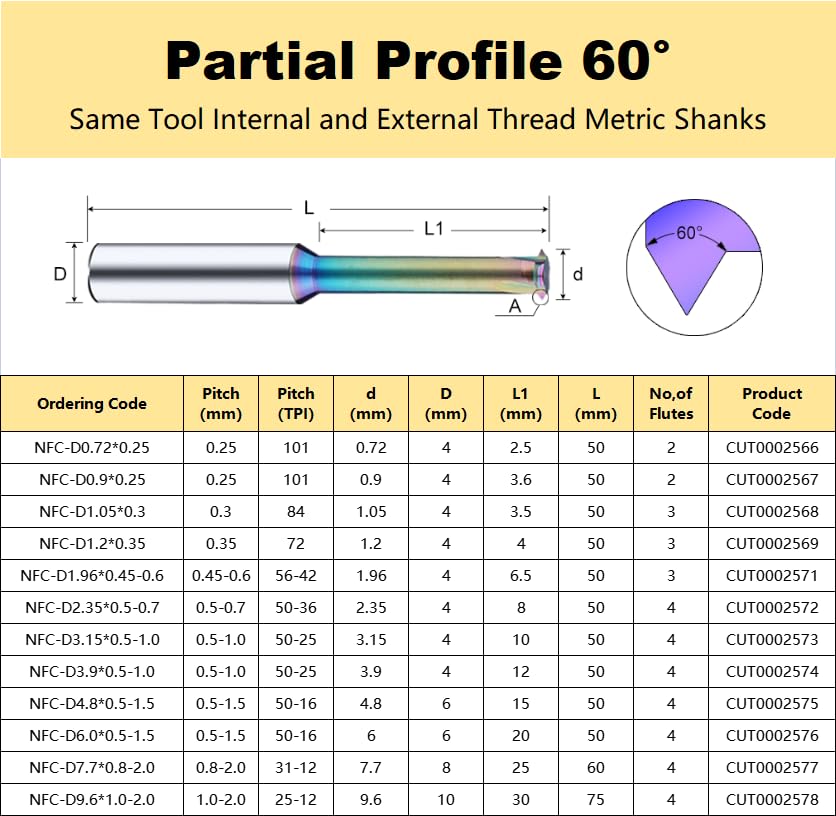
A standard threadmill will have a specific size - e.g. a 10-32 threadmill will have 3-15 teeth, and they will each be spaced exactly 1/32" apart. You can threadmill 3/32" - 15/32" of hole depth in one revolution as a result, but you can only machine a 32TPI thread with this sort of tool. Oh, and it takes more torque.

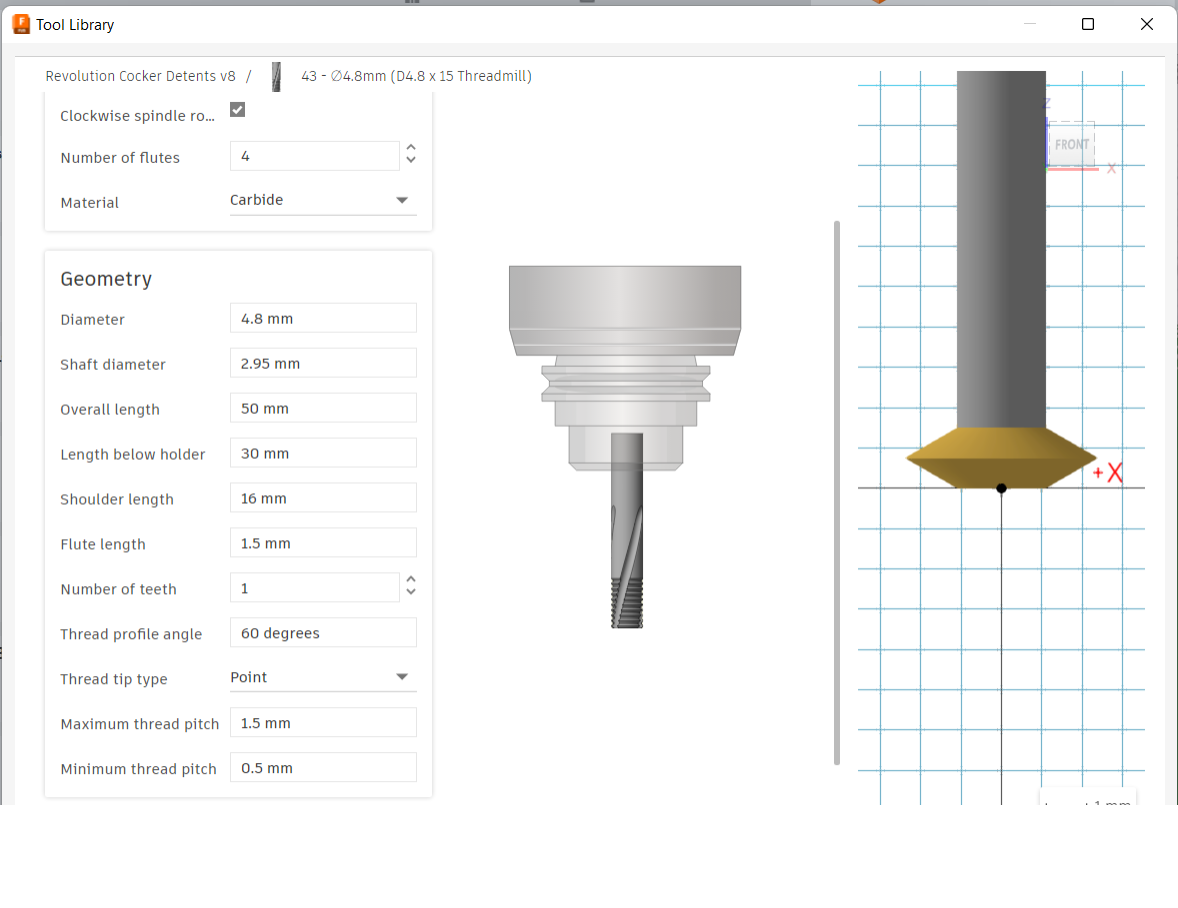
A single form threadmill is just one tooth. Therefore, by adjusting the NC code, I can use my #10 single form threadmill to cut a 10-32, a 10-24, or a 10-28.75 thread. Really any pitch I please (within a few limitations I’ll cover later). If you do a variety of parts (or are only doing one-offs and prototypes), this flexibility means you need a tiny fraction of the number of tools, and can have a backup or two of each tool without breaking the bank. Awesome.