I have a newbie question about cutting times, I have this image that I’m cutting with the .0325 bit. Cutting depth of .01 and it been running for 13 hours and still not complete. Is this normal cutting time or am I doing something wrong?
1 Like
Yes it is normal when a newbie makes the mistake to use a 1/32 end mill and you are doing something wrong.
What are your feed rate and rpms?
You are simply experiencing a growing pain-and handling it exactly the right way!
What are you cutting and at what rate?
1 Like
I didn’t change it, it’s automatic from Create. I’m cutting popular
1 Like
You should be able to profile that piece, v-carve the words and inlay the crest with yellowheart, bloodwood and ebony in an 1 1/2" tops. Please post your design and machining parameters from Carbide create and we can help better.
1 Like
Please let me know how to speed this up because I have a 2nd one to do and I cant let take another 13+ hours to do.
Use an 1/8" bit at a depth of cut of .1 and a feed rate of 45 inch/min. Even that is conservative but will be a great rate for you.
2 Likes
I’m curious, and since we’re on the feed/speed subject here… has anyone correlated the Carbide Feed/Speed charts or Wiki recommendations with material and tool choices from the default Carbide Create choices?
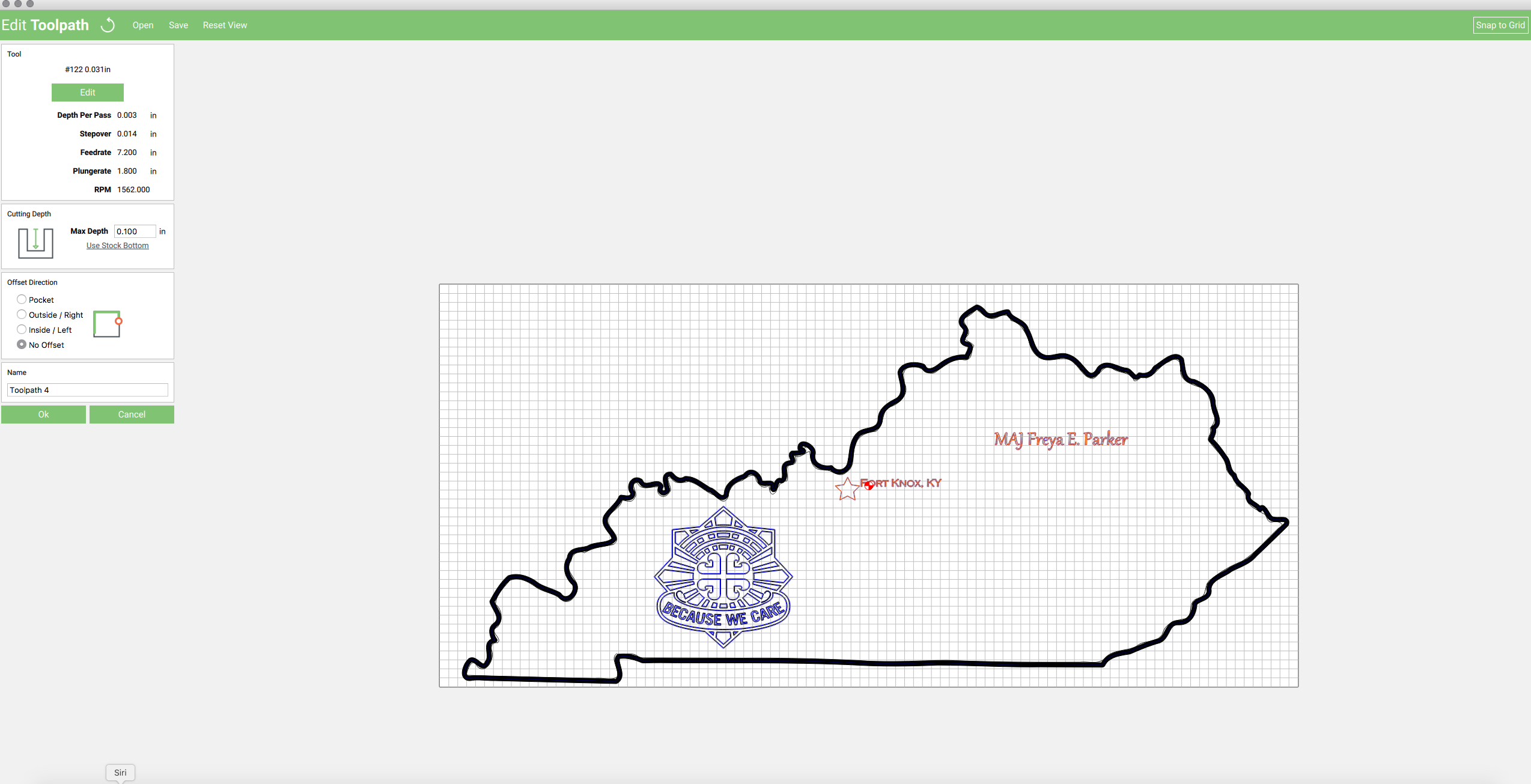
Is this what you mean?
This is my “starting point”.
Thanks for the follow-on post, Jude… I left out the mention of the primary feed/speed sources like the chart or wiki.
Yes, that’s what I’m curious about. I get that supporting this in the larger context is cumbersome, but for folks using this suite of stuff out of the box it would eliminate a 13 hour job.
1 Like
More aggressive feeds and speeds could also break a lot of endmills.
It’s a balancing act.
I’d like for there to be something better, and more data, and have tried to collect everything I can find, but I can only find so much time to use my machine and so much money for materials and projects.
EDIT: was curious, so went ahead and plugged in the numbers for Plastic-ABS — quite conservative, save that the depth of cut was greater — also nice to have for the sake of the stepover value — I’ll try to do the balance of them as they come up, or when I have a spare moment at work.
2 Likes
The defaults are often extremely conservative but I get why that’s the case. The ideal speeds differ for every endmill and every material, so a single chart could never cover every situation especially when people start buying cheap bits from who knows where.
But yeah larger bits can cut deeper and faster, if you only have the 1/32 bit you could try slightly increasing the depth per pass (so there’s fewer passes) and the speed (so each pass takes less time).
1 Like
Yea I’m working through it trying different speeds and depth per pass to get it right. I got it down to like 30 minutes but trying to perfect it.
1 Like
Thanks everyone for the help and input.
For further discussion context, my question regarding the Carbide Create tooling defaults would be when using the standard issue Carbide 3D tools. Thus, a set of sensible defaults would reflect what’s tabulated in these other online resources. The implication of choosing the material as part of the Carbide Create job setup lays the groundwork for this coupled with some non-deprecating means of standard C3D tool properties.
2 Likes
Oh there’s a lot to want there. I find the UI for editing tools confusing, sometimes I have to double click a tool to edit it sometimes single does. When I have a tool selected for a job and hit edit library it doesn’t bring me to the tool. I can enter a description for the tool but it doesn’t show up in certain places, when the description is often the most useful part. If you enter settings for a toolpath and then edit the library, when you finish it’s lost the settings you entered for the toolpath, which could be downright dangerous. The default feeds and speeds are very conservative for a purpose but you could link from there to the F&S chart carbide3d made if nothing else.