I’m working on a prototype for a jig and might use King Colorcore which is sandwich of HDPE. Two thin layers on the outside of one color, and a thicker layer in the middle of another color.
Part of the jig requires drilling a lot of 1/8" holes as well as a few 1/4" ones. I’ve used dedicated drill mills from ebay to great success on both MDF and baltic birch ply. But in my first attempts with the HDPE, I ended up with a lot of material getting stuck on the bit which subsequently pressed into the surface of the workpiece when the bit was reaching the bottom of the hole, if that makes any sense.
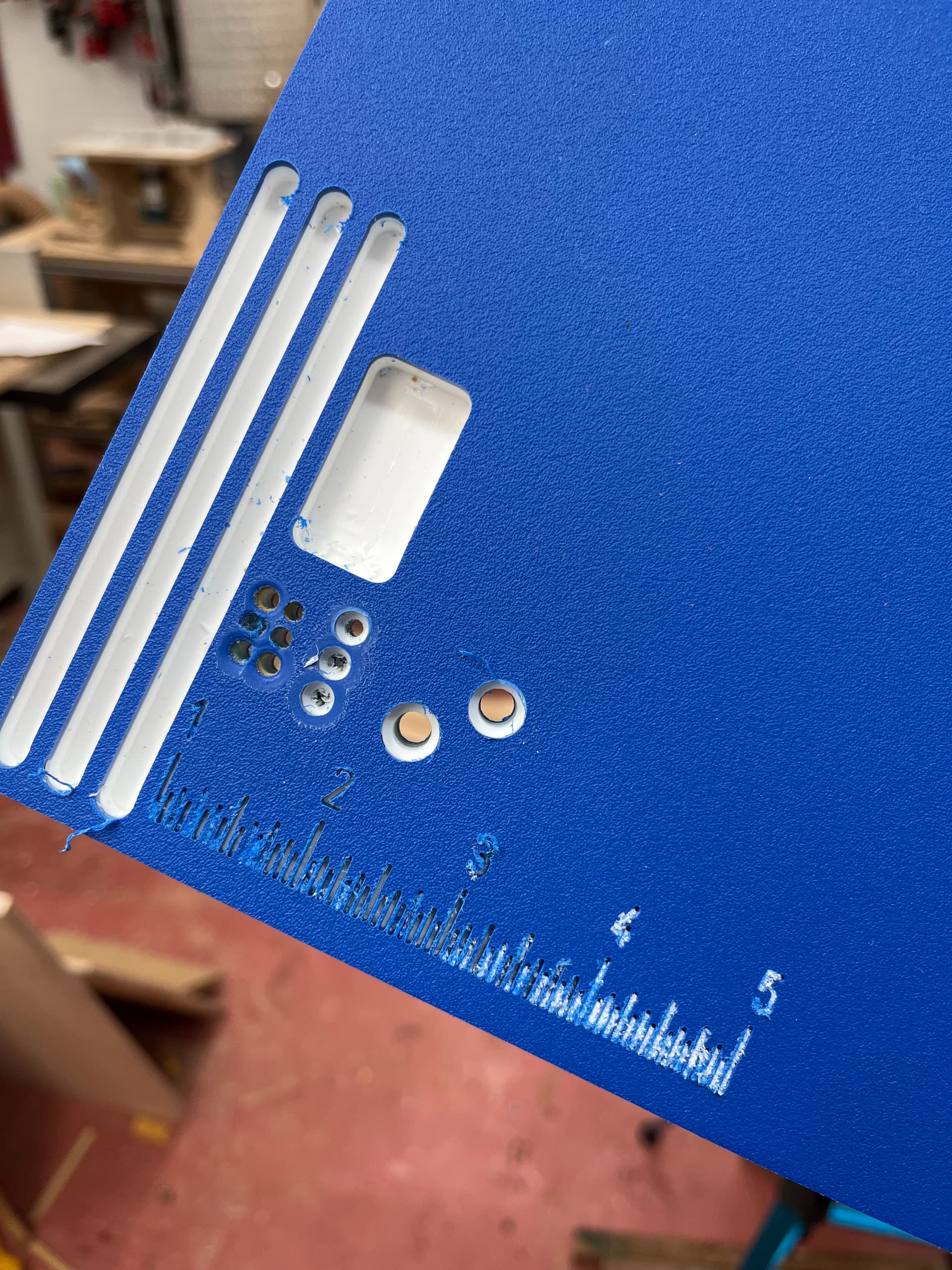
I’ve included a photo. You can see that some of the surface near the holes are smooth and burnished from the rubbing.
I have the carbide router at setting 1 and have the bit pecking between 1/16" and 1/8" per peck down to a full deep hole. The 1/4" holes I tried pecking deeper at .1875" and got more material stuck on the bit.
Just wondering if anyone has experience with this type of thing. I’ll try some other feeds and speeds. Shallow pecks at higher plunge speed, or maybe slower plunge speed. I guess I just need to keep trying things out.
The slots in the picture came out beauitfully with a new O flute bit. Happy with that. The ruler/scale was cut with a 1/32" bit. I think those will be ok if I run them twice to clean things up.
Yep, plunge fast, the problem appears to be HDPE melting onto the cutter, full retracts may help to clear out the goop.
It may help to use some Isopropanol as a cutting lubricant / coolant to help the bit clear the swarf and not melt on. I’ve had very different results in plastics with a lubricant, in some cases even just a little squirt of water on the workpiece. (HDPE is resistant to IPA)
I made a few more test cuts and things improved a bit.
Starting with the 1/8” holes, the set of 6 on the bottom were at around 18000 rpm and plunging at 75ipm with a full retract. That seemed to clear chips well enough but the holes ended up being slightly oversized (I need them to fit a 1/8” pin perfectly). I think there was some heat buildup deforming the hole.
The next set of 1/8” on the top followed the same parameters except slowed down to 12000 rpm. Much better results. The pin fit perfectly. I’m still going to try a 1/8” o flute when it arrives because I think it’ll evacuate chips better.
The 1/4” holes came out perfect using the 1/4” o flute. I actually had this one at setting 5 on the carbide router and plunged at 75ipm, full retreat, taking about 1/8” per peck. Perfect fit for the 1/4” pin.
Anyway, I figured it might be helpful to report my findings in case anyone is curious in the future. I need to do some more testing with the 1/32” bit and see how to get clean results with it. Probably multiple shallow passes.