I’m undertaking a new project that needs significant precision, so I set about measuring what my Pro 4 Std can do. The results are astounding, so I’m wondering about the validity of my procedures.
My project needs to bore holes at precise locations, so that is the test I created.
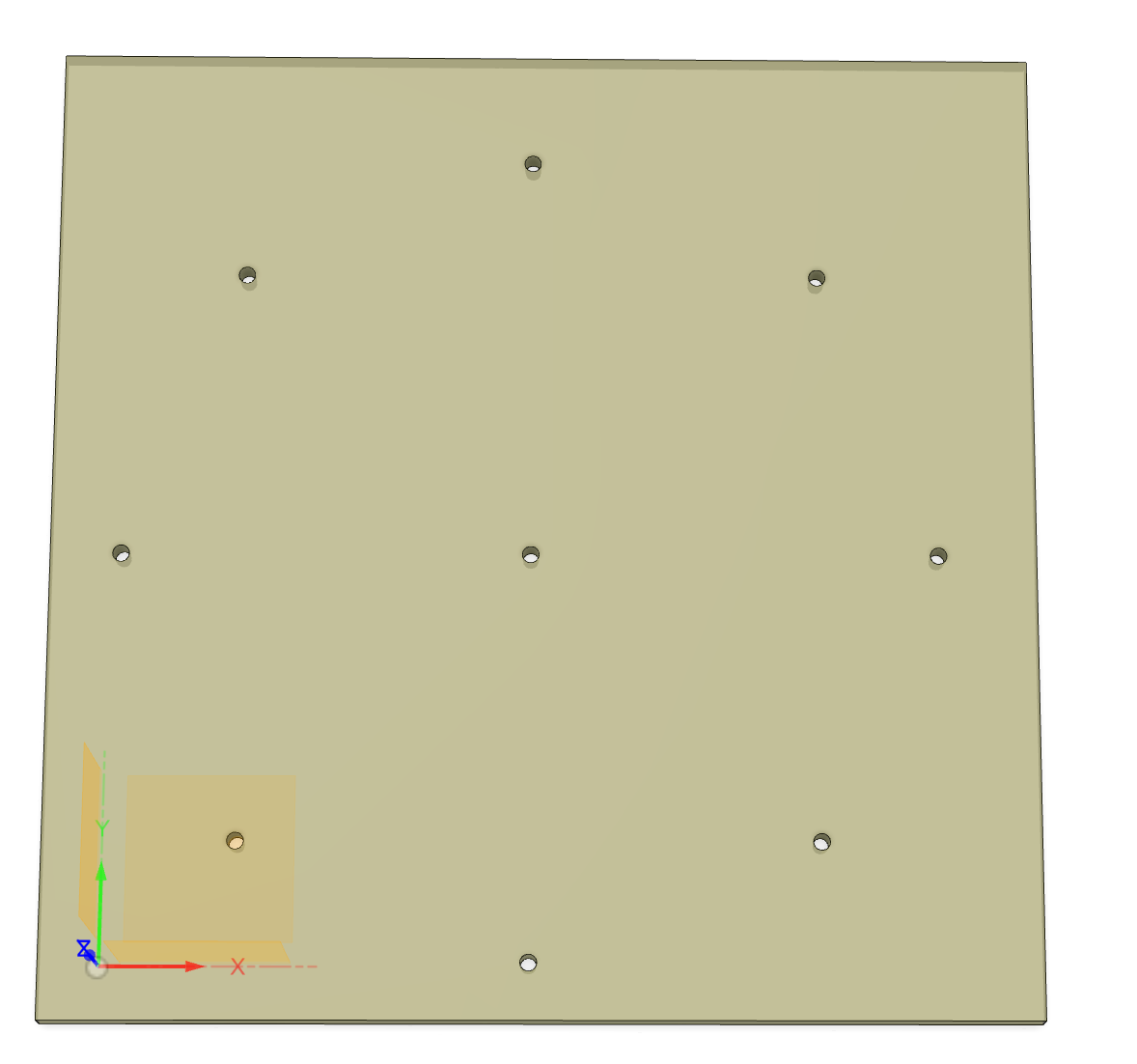
I have a 300mm digital caliper, so I created a Fusion file that has 8 holes in a 290mm diameter circle, drilled at 45 degree angles to each other, with in the center:
I bored these holes 6mm in diameter with a 3/16" upcut end mill, since that’s the hole size my project is going to use.
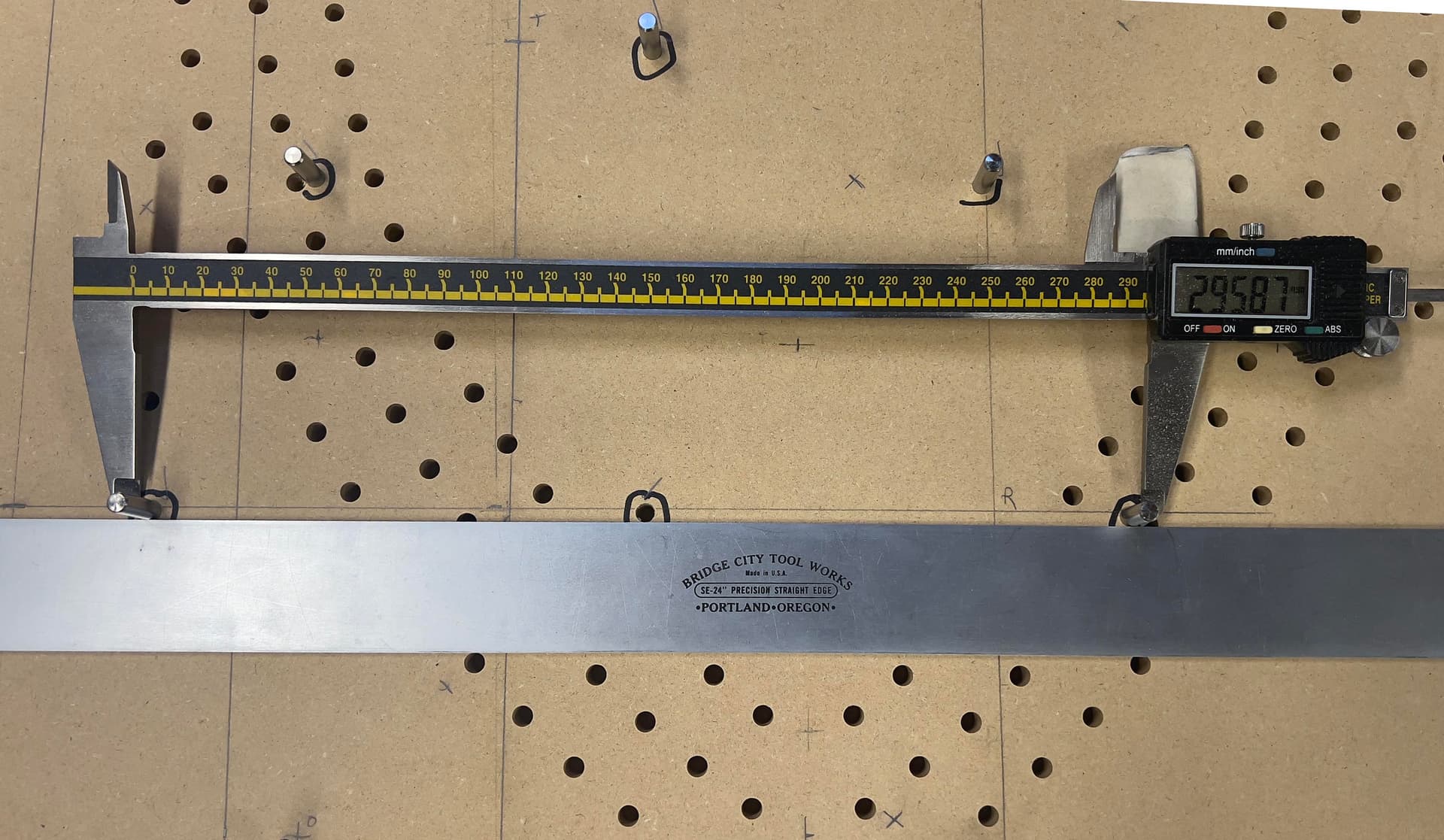
I bought some 6mm stainless steel rods on Amazon. They’re pretty cheap and are slightly undersized, but they’re consistent as well as me and my calipers can measure - about 5.87mm +/- 0.01mm in my measurements with this 300mm caliper.
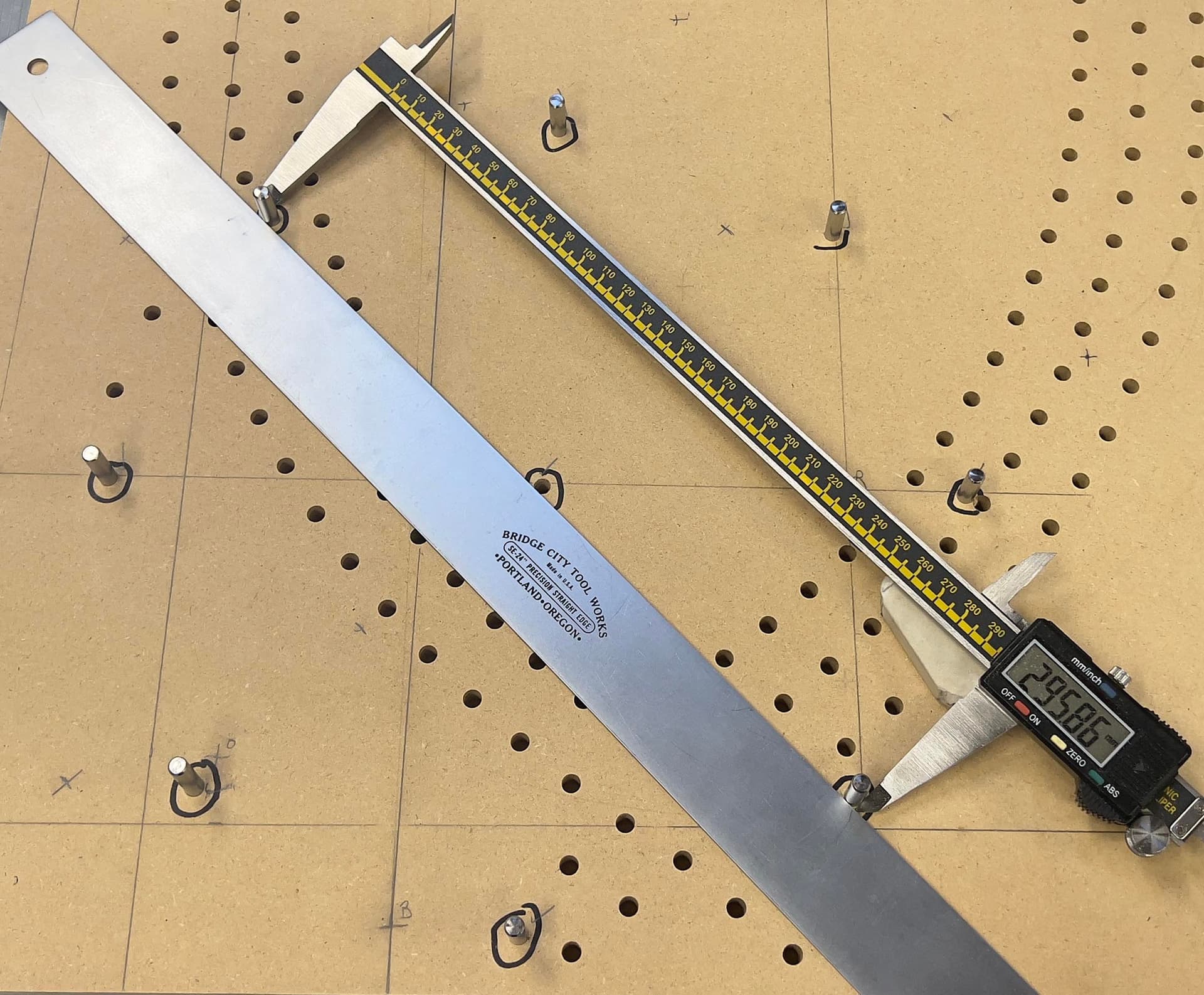
So cut this in ½" MDF, pushed the rods into the holes my hand and measured across the diameters:
Ignore the other holes, I used a piece of scrap MDF.
The straightedge is there to align the calipers for the measurement. The calipers are tilted slightly so that the measurement is taken right at the base of the rods where they enter the MDF.
I did have to clean up the holes after milling since I was using an upcut bit, but that was just a light 180grit sandpaper on a block thing.
Obviously, for the project of boring holes, my machine is spot on. My intellectual/curiosity questions are:
Is this a valid test overall, not just for boring holes?
For other projects where, say, I’m cutting pieces out instead of drilling holes, should I perform a different calibration test, and if so, why should I expect different results?
Any other comments, suggestions, observations for me?
I’m not surprised…I made 10 hexagon picture frames and did the cutouts for the backing and screw holes for attaching the backings to the frame and a drill guide. Any way you turned or flipped the backing the screw holes always lined up. Its all in the aligning for the holes when designing the project. Also cut the plexiglass cover for the frames with the same results.
My old trusty SO3 is more precise than me. With the 15MM belts on the SO4 you should get as good if not better than my SO3. I should not brag but my belts are the originals that came on the machine from 2016. By bragging one will break. Knock on wood.
They are quite precise machines when setup & working/run properly. I recently was doing a small 3D carve & my Rpi lost communication with my SPro controller in the middle of it - I believe it was about 2/3rds through the carve. It’s an issue I’ve been encountering more regularly but don’t know why - I’ve done all-day machining operations with this Rpi running Carbide Motion some months ago & do not recall having this error pop up. Seems like a possible recent Raspbian update may have changed something.
However, after doing a re-initialization(uisng the same XY zero & re-probling for Z), I restarted the 3D carve. The machine precisely followed over the previous carving area without taking off any further material as far as I could tell & completed the carve without leaving any discernable indication that it had been interrupted. I was quite impressed as I thought for sure there would be a ‘line’ in the carving visible where it stopped the first time when it lost connection.
Most disconnects are static. There are a lot of posts here on the forum about grounding your router/spindle, dust collection and making sure your ground in the shop is actually connected.
The other possibility is a bad usb cable or a poor usb connection at either end of the cable. If I were betting I would put money on static. With the colder weather static is increasing. I live in East Texas where the humidity is on average 80%. The other day a front came through and the humidity dropped to 15%. Everytime I touch a light switch I get shocked. So it depends on where you live about humidity but check your local weather and correlate your disconnects to humidity levels. Likely the two events correlate. You have moving bit, moving air and depending on material they are natural static creaters.