So after a year using CC pro I believe I have outgrown and moving over to Vectric. But have a lot of questions regarding tool database. CC was extremely basic and Vectric is very detailed. I have some tools that are not top brand names and didn’t come with detailed specs on chip load factor, RPM, feed rates or depth of cut.
I know CC was extremely uber conservative with their feed rates, but I am wanting to up them a bit and speed up jobs. Plus looking for more scientific way to enter data then just basic answer of listen to machine and go from there.
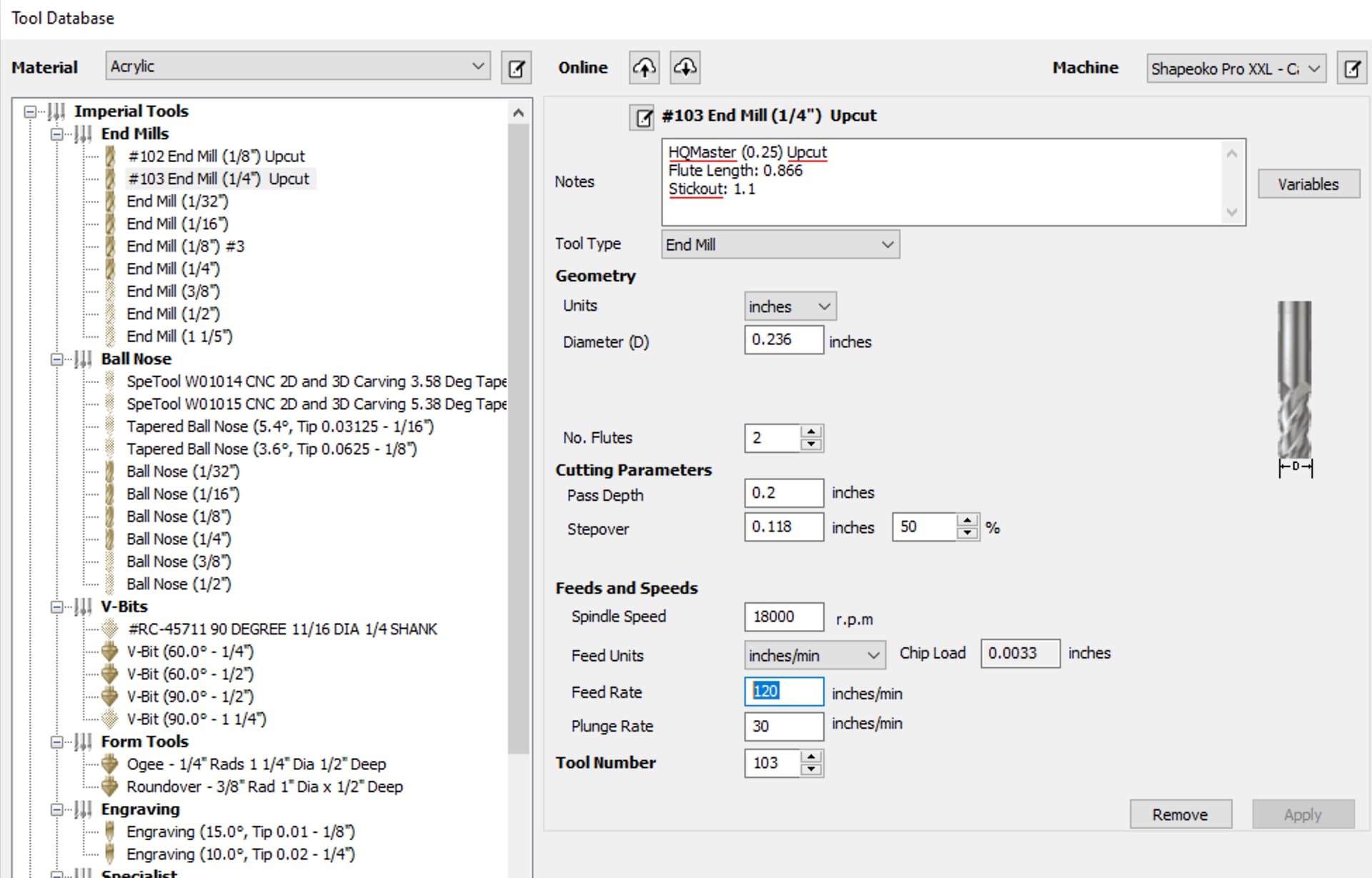
I have Pro XXL and believe it can handle faster feed rates then 60IPM at .2 DOC for a 1/4 end mill. Am I wrong?
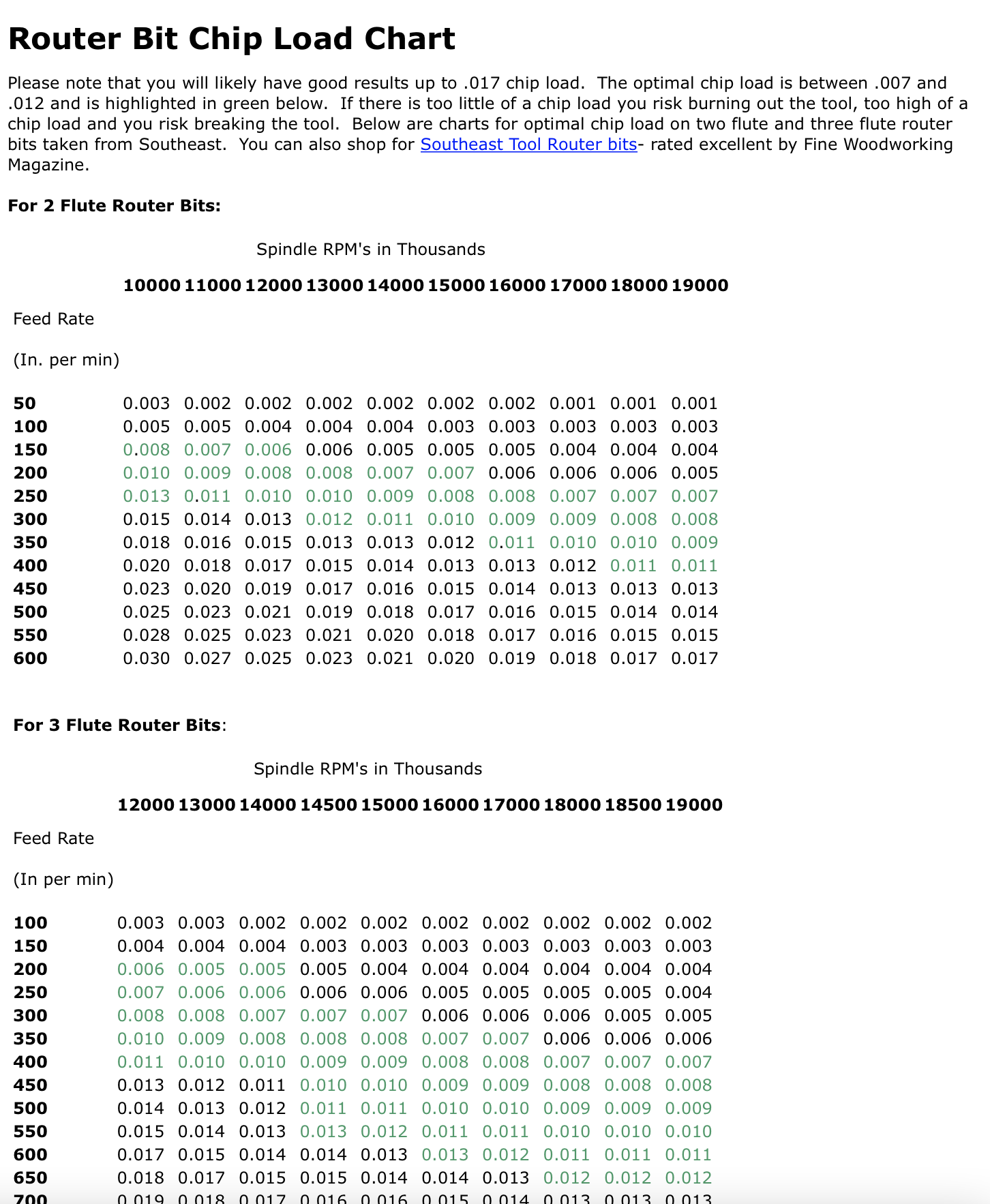
I found this generic chip load chart and wondering if that is correct? I have generic 1/8 and 1/4 upcut, 2 flute endmills that trying to figure out data entry for. Anyone willing to share data points or discuss is I am way off?
Based on this chart, are my numbers way off? close? out to lunch?
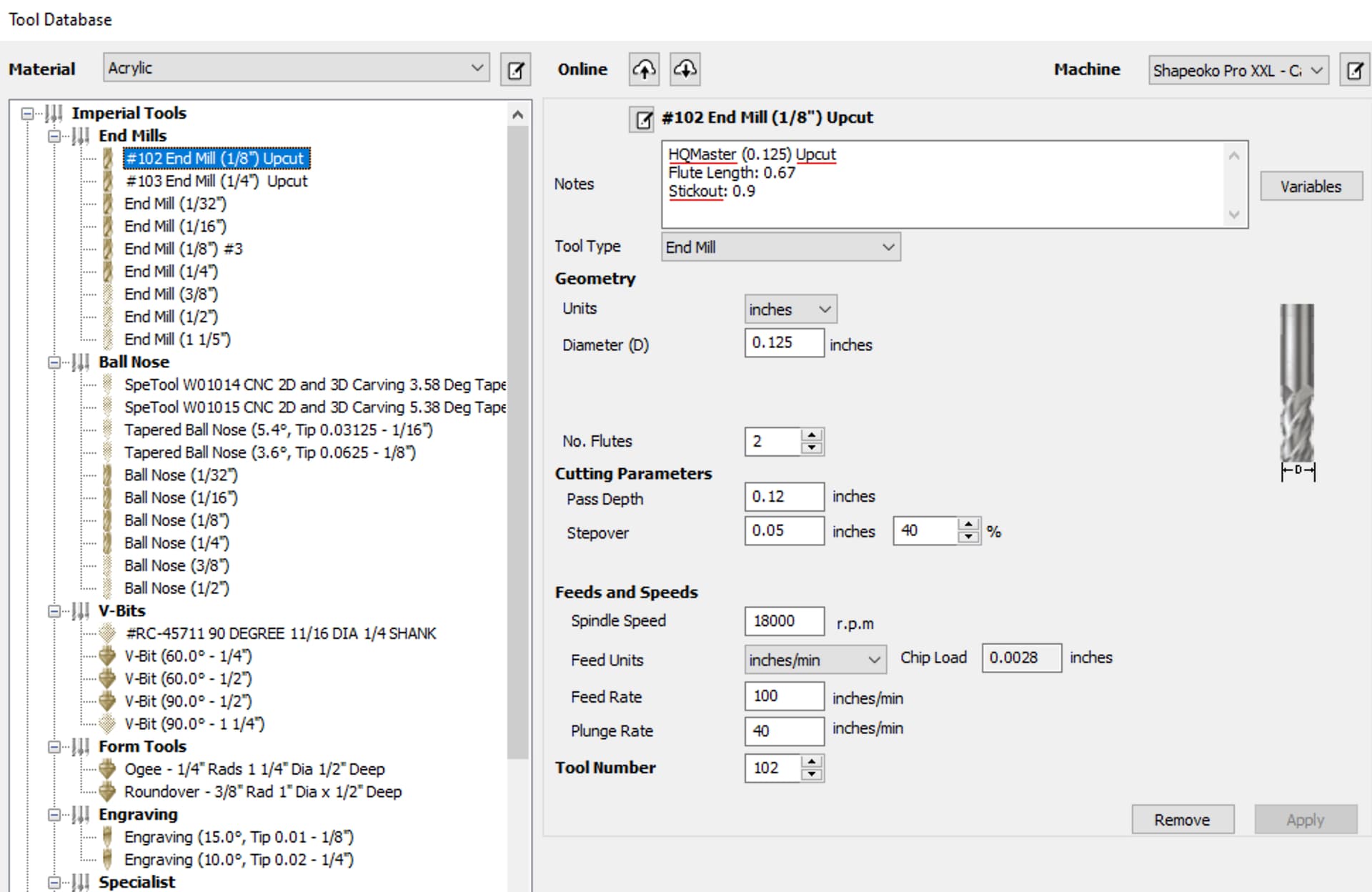
I’ve got a 3XXL and have been making life easy by starting my end mills out in the database at 18000, 35IPM FR, 70IPM PR, 0.050" DOC which is about a chip load of 0.0019.
Stepover changes a lot during toolpath design, but 40% for rough cuts seems right most of the time. For finish cuts (3D) I will be anywhere between 10% and 5% depending on how well “REST” machining calculates. I look at the preview in close detail. Trust the preview with Vectric.
Most of the time, I’ll edit within the toolpath to change the DOC depending on what I’m cutting and the bit I use to cut it. For my machine, the chip load around 0.0019 seems to be the value I see most often, but I will cut with it higher.
As soon as I start cutting wood, I usually double Feed Rate when I see how its cutting. (Turning the dust collection off lets one see the dust! )
Anyway, I may not run by the charts (I don’t even look at charts anymore), but I haven’t had a breakdown since I put this machine together in 2019.