Not sure where this goes - didn’t see a tool category.
What would be the best tool to cut large (wide and long) pockets that are 1/2" deep, as quick as possible, but safely through maple? The edge of the pocket perimeter needs to be clean, but the rest can get blasted out because it’ll be sawdust and the bottom of the pocked will be covered. Here are some ideas below:
Should I increase feed of the 201 by 50% since detail is not needed in the inner part of the pocket?
If you have a VFD spindle w/ ER-16 or ER-20 collet you can use larger tooling, up to 3/8" for ER-16, 1/2" w/ ER-20 (not sure what the metric equivalents are).
The McFly is a surfacing tool and only for shallow surfacing passes.
No idea about tooling which we don’t sell.
The community has written up some notes at:
and
The defaults in Carbide Create are quite conservative and can be pushed quite a bit.
There is also some great discussion along with a testing technique at:
The late Bob Warfield of CNC Cookbook wrote some articles on feeds and speeds for us:
If I want to use a 3/8” bit, is there anything I need to buy in addition to the er16 collet…which I think came with the spindle kit I bought from carbide?
@WillAdams after reading your post, I bought a 3/8 bit and collet, but it does not seem to fit the 65mm spindle I bought in November. I mean, it’s not even close to being able to fit.
@Emmess thanks for that recommendation. After I couldn’t get the 3/8 bit to fit the spindle, I bought the 1/4 Golden Boy XL you suggested. Appreciate you making an effort to help!
My response was to documentation for an ER-16 spindle and did not address the question of whether the spindle was ER-11 or ER-16.
If you have an ER-16 VFD spindle and purchase an ER-16 collet which does not fit, send photos showing both that collet, one which fits and a ruler in to support to the place you purchased the collet from.
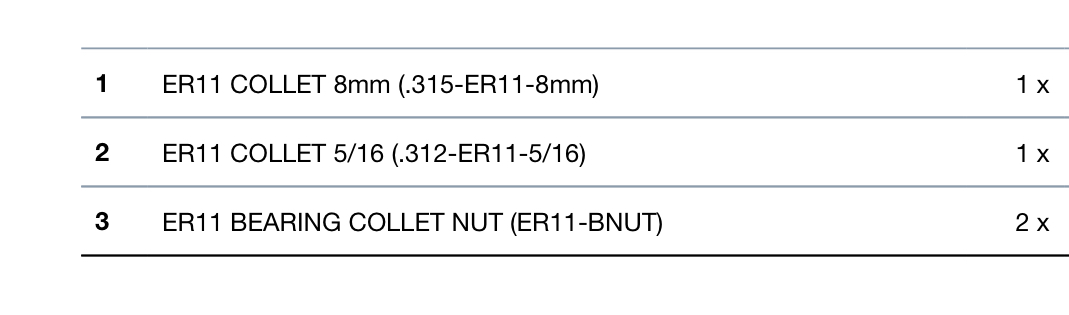
Saki, I believe you have the 65mm spindle with the ER-11 collet (as I do). The largest diameter bit that will fit a ER-11 collet in our spindle is a 5/16th” or 8mm. Even though these will fit they just barely insert past the top of the collet itself required for adequate retention for machining. To use these size bits I purchased separate collet/collet nuts from Maritool, this allows me to use all of the different shank diameters without having to swap out the collet in the collet nut on each tool change.
The McFly bit is used for leveling or flattening surfaces with very light passes or depth’s of cut (DOC) due to the large surface are of the bit and torque needed to use this larger tool on smaller routers/spindles.
I used those 3 items for an ER-11 Carbide Compact Router — it’s my understanding that the ER-11 setup for the CCR and the original VFD spindle were the same.
I bought the IDC Beast and tested it out on some walnut that I was cutting and am very impressed. Here is video showing a 5mm deep roughing pass at 2000 mm/min and 22k rpm. As you can see, this was not near the limit of what is possible; I just didn’t need it to be more aggressive. What you can’t see is that the cut quality was actually quite good. The pockets you can see are roughed out using the same parameters. I’m really impressed and will use this bit a lot to speed things up.
Remember, you can’t run the bit up into the spindle shaft like you can with .25” or smaller tooling. This means if you get a bit that’s 3” long it will be extended down ~2” and is subject to deflection based on your feed rates. The good thing is most of this is offset due to the diameter of the tool being that much more rigid. You need to be easy in the beginning and run some test cuts. Soft woods are no problem but with hardwood or Aluminimum/Brass you could possibly see some deviation in final dimensions if you push the cutter to deflect.
So…I returned the 3/8" diameter bit that was originally mentioned above for rough pocketing (I understand now that the 65mm SpindleI bought six months ago has a smaller shaft) and after reading the follow up posts, I bought the smaller 5/16" collect and nut that was suggested.
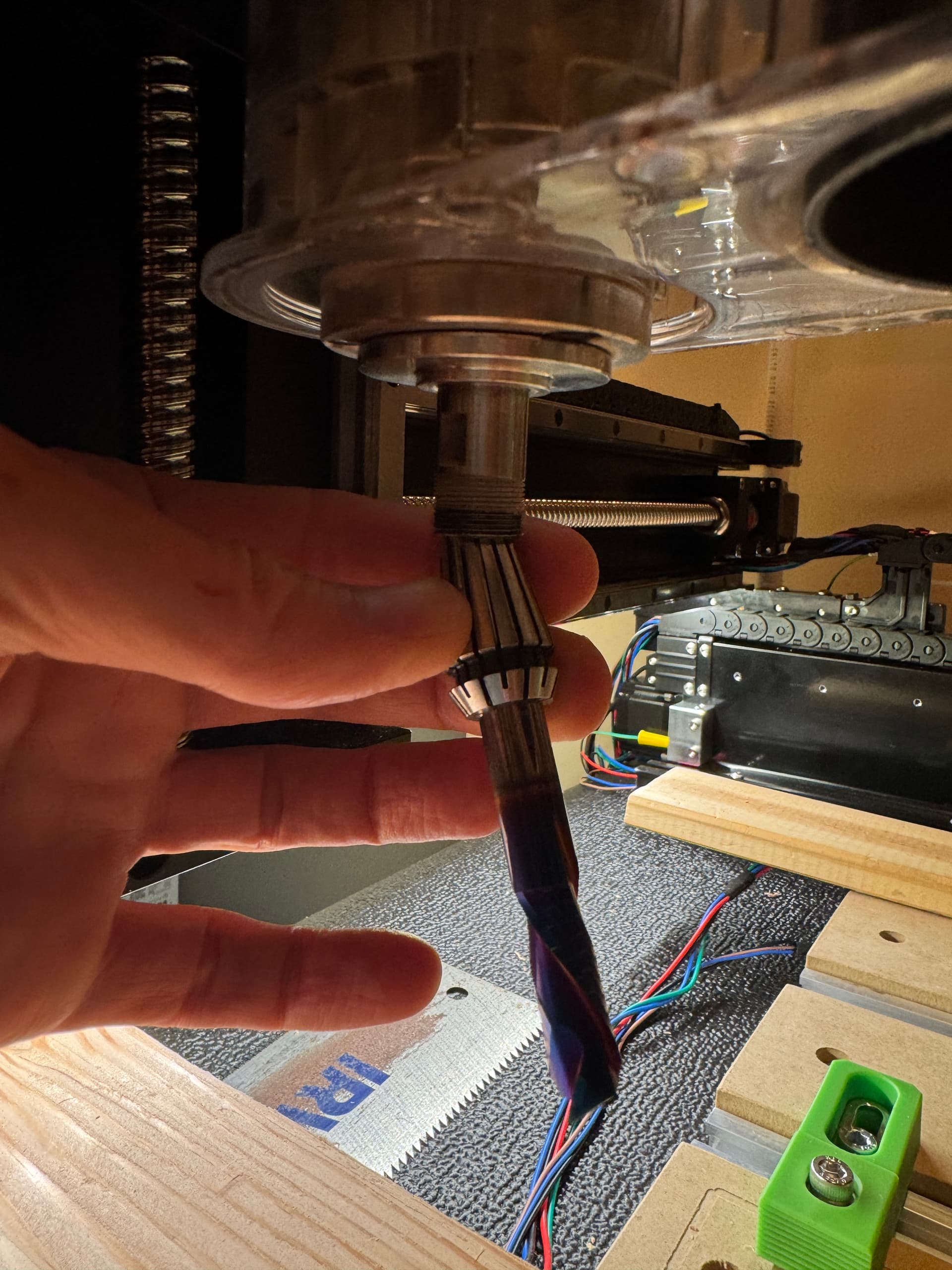
I was not going to get this wrong again, so I bought the exact models from Maritool that were linked above, and unfortunately, those also do not seem to fit in the 65mm spindle either.
See images attached below - the 5/16" collet is way to large for the mouth of the spindle shaft and the 5/16" bit will only go in the spindle hole the tiniest amount (shown above my thumb - less than 1/2" and only without the collet, which will not go in at all).
Did you try to seat the collet/nut bit assembly or are you just holding it up and saying it does not work?
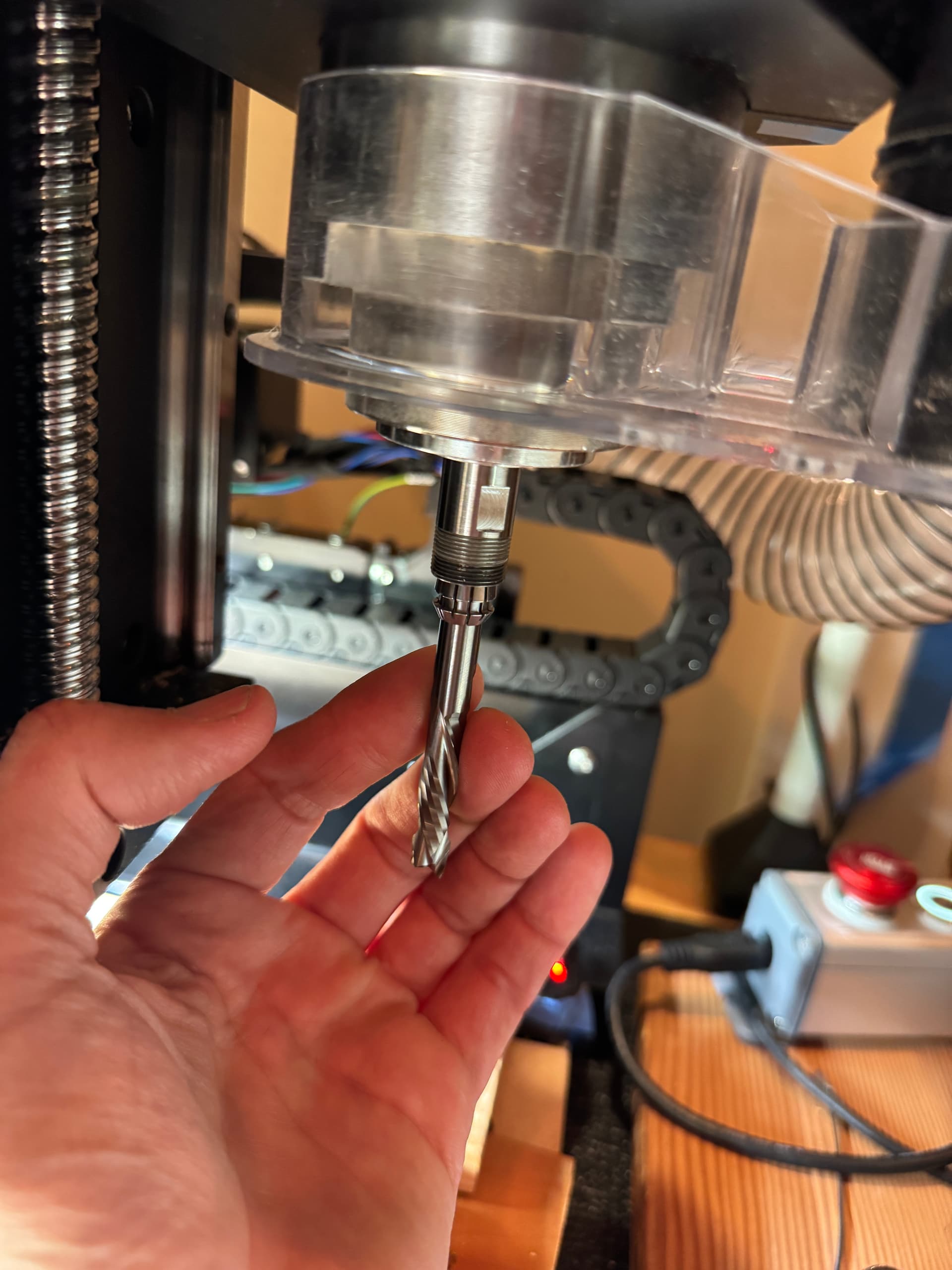
If you’re expecting the entire collet to go up into the shaft it does not. If you look at the collet itself it is tapered and the inside diameter is parallel to the bit. The collet wedges the tapered outer diameter into the bit when the collet nut is engaged in the tightening process.
Does not make sense, I have used both successfully on my C3D 65mm version 1 spindle.
@Redlander you nailed it again! I was expecting the 5/16" collect to go up in the hold, but I guess it just needs to have the nut connected and then screws on.
But is it okay that the bit only goes up .45" of the shaft (or .75" with the 5/16" nut included)?
Lastly, aside from thank you! …what would you suggest for RPM, feedrate, and depth of cut with a 5/16" upcut bit in hardwood?