Can you adjust for tool wear on a HDM with either carbide motion or another sender?
In other words if your end mill diameter is smaller then what is was programmed for can you adjust it from the software or do you need to repost with the change from F360 etc?
I would mostly use this to sneak up on a critical diameter of the size was a concern.
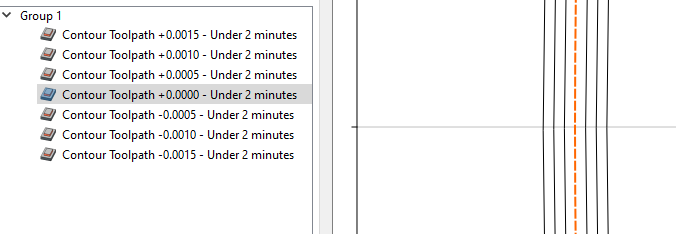
I do this in NX with my Shapeoko post. I output a retract, Y+5" & M00 (Stop) with a CUTCOM/OFF so I can measure the feature. Then I cut subsequent passes from +0.0025 to -0.0025 in 0.0005 increments.
Then I just stop the job when the feature is the right dimension.
Not sure how you would do this in CC. You wouldn’t want separate tools as it would come to the front for a toolchange making it difficult to measure the feature. Unless you want to walk behind the machine. You could use a large retract, and then hit Pause in between passes??