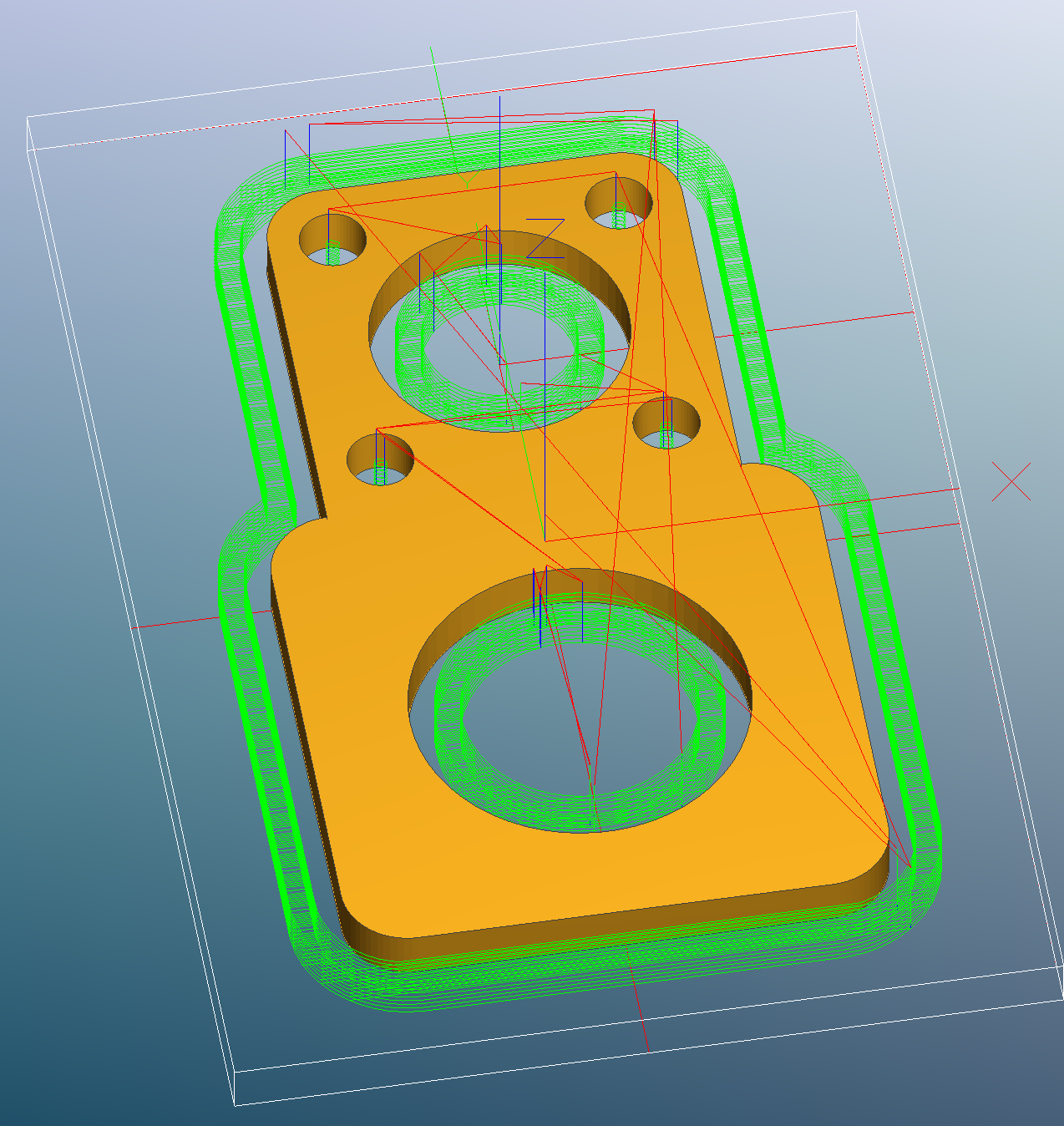
Below are screenshots of a bracket that I am working on cutting, Note that the four holes on the upper portion of the bracket are symmetric in all ways (diameter, mirror location etc…) I can’t seem to figure out why it will only generate a toolpath for two or three (max) of the holes… Any thoughts?
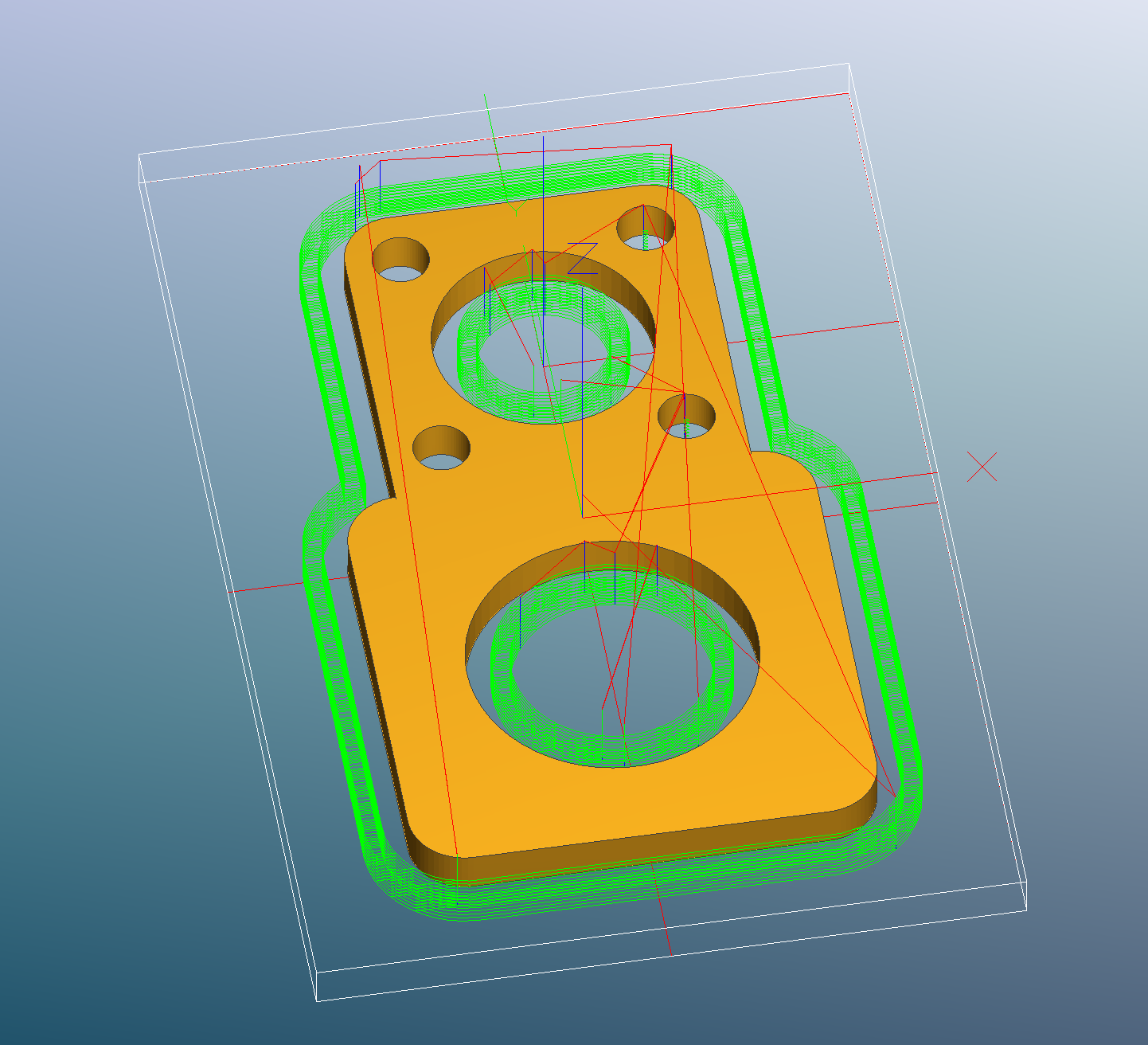
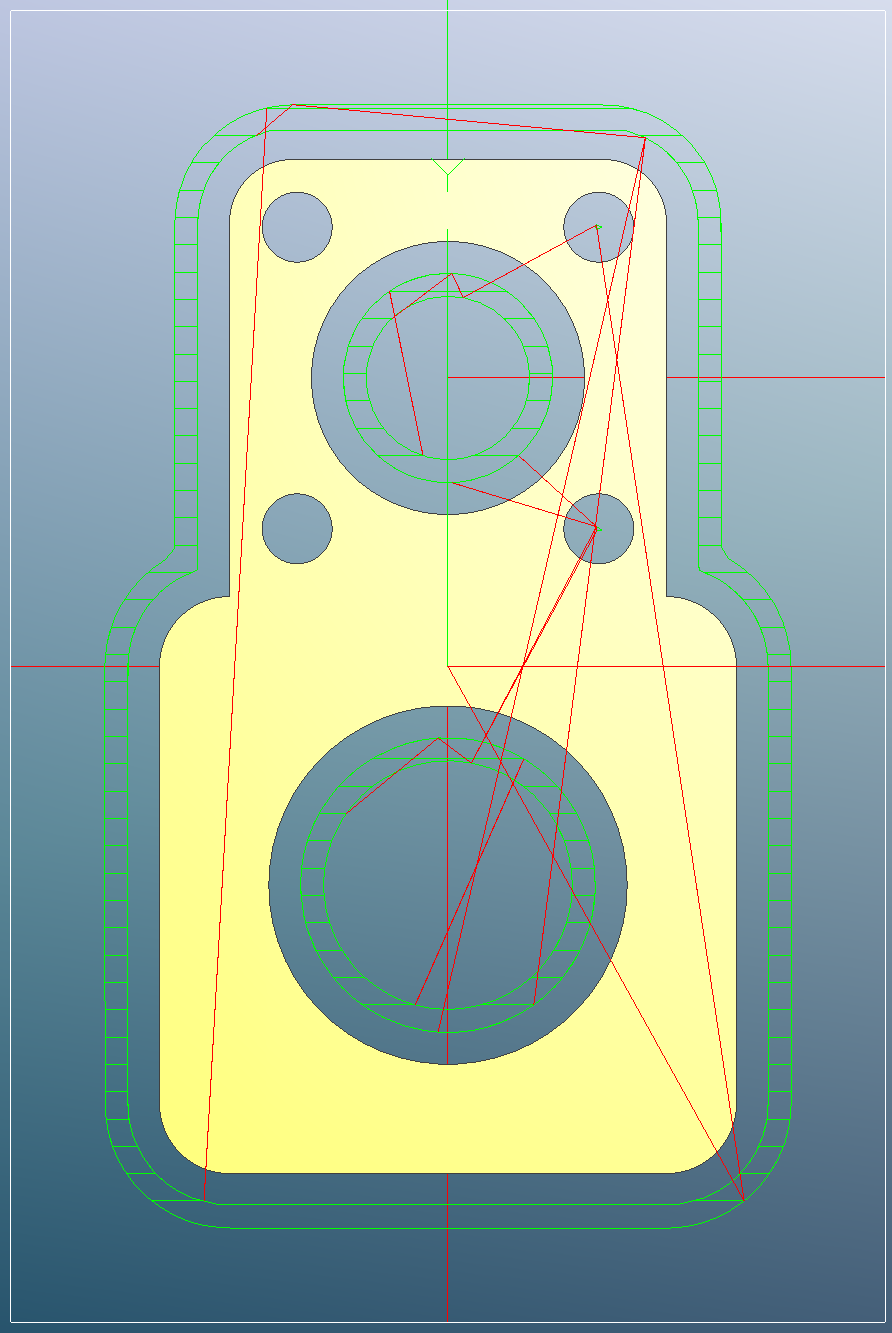
I can’t explain it, but changing the stock to leave option from .01 to .001 to match the tolerance value seems to have rectified it… thoughts anyone?
JJC
@jcummings, from the shape of the toolpath in the small holes, your cutter is not much smaller than the holes. In that situation, .001" is a pretty loose calculation tolerance. And leaving .01" stock on the hole walls makes the calculation that much more critical when the cutter is a large fraction of the hole size. I always use .0001" for final toolpaths. Also, does this happen just in the roughing, or also in the waterline and pencil toolpaths? I don’t see any blue toolpaths so it doesn’t look like you have arc fitting turned on. Arc fitting will make the waterline and pencil toolpaths much smoother by using just a few arcs vs. many little line segments to approximate the arcs.
Randy
3 Likes
@randy, this is just a roughing toolpath - I don’t need the finished product to be super clean. This said, your points are good ones, but it still doesn’t fully explain why some holes would be pathed and some not when they are dimensionally the exact same. I am unable to find the Arc Fitting option in MeshCam.
JJC
@randy I’m full of fail - found the setting ha, at the top of the dialogue.
JJC
@jcummings, roughing uses a different toolpath calculation than finishing. It’s really designed only to clear out bulk material and will not be accurate to the surface in its toolpaths, even specifying a small Stock to leave. Your holes will be too small and your outlines be too large, only using roughing. Its #1 job is to not gouge the workpiece, so it errs on the side of staying farther away than getting too close.
I’ve said over on the MeshCAM forum
MeshCAM does not “know” there is a hole when it’s calculating milling toolpaths. As I’ve said before, I don’t know the inner workings of MeshCAM but I picture it as a blind person with a cane. Without enough room to swing the cane, the person doesn’t know that an opening is big enough to fit in. There needs to be some “wiggle room”…
The roughing has a stepover of its own that may or may not be in phase with small holes. If it is in phase, it will “see” the holes, if it is out of phase, it won’t “see” the holes.
For a 2.5D part (only vertical walls) you’re better off not roughing, and just doing waterline + pencil finishing. Set a stepdown for the waterline that you are comfortabvle taking full-width with the cutter. The pencil finishing will clear out the bottom of the outlines that the waterline usually won’t (even if the stepdown is an even divisor of the thickness).
Randy
Randy nailed it! Love the blind person and cane analogy.
MeshCAM does not know there are holes - it follows the mesh (the surface) and hence its name. It “feels out” (follows/probes) the surface. When it finds a void (all the way through or not) it probes around to determine the characteristics of the feature (hole/pocket) . It may be smart enough to recognize it as a circular feature and use G02/G03 (circle G codes) or it may not. Whatever, it will try to machine it.
This probing around is not a perfect process and tolerances are involved. If the end mill is just too close the characteristics determined for the feature and the tolerances being used it will not machine it. It won’t dive into a pocket/hole - it’s “not there”.
I follow a rule that I do not expect MeshCAM to dive into a pocket (hole) unless the pocket is at least 10% bigger than the end mill I’m using. I just don’t try to cut a “hole” that close to an end mill diameter. When the end mill is just too close to the hole size and machining tolerance, MeshCAM doesn’t dive in and handle it. YMMV.
Yes, what @mbellon said. There has been much discussion over on the MeshCAM forum about the subject. http://grzforum.com/viewtopic.php?f=3&t=15224&p=23259 is a good place to start (and doing a search on “slot” will uncover more discussions). Mark’s 10% figure is pretty accurate, and that is assuming a close calculation tolerance–I always use .0001" (I might have said that once or twice already…  ) Extra MeshCAM time always buys a disproportionate savings in machine time…
) Extra MeshCAM time always buys a disproportionate savings in machine time…
Randy
I use 0.0001" too! 
Have your CAD program spit out zillions of triangles (1 degree if you can get it) for the STL file too.
I have a monster machine for my CAD/CAM so throwing CPU cycles at MeshCAM is not a question for me.
Randy called it! If you’ve got a (64-bit) machine with 4 GB of RAM (8 GB or more is ideal) and 2 (or more) super speed cores, let MeshCAM crunch! Try it, you’ll like it!
man i have been through the wringer on getting holes to cut.
bottom line is if you are running close to cutter size, you will have to look closely at all the things that add tolerances or leave stock which effectively make the hole smaller than the cutter. as mentioned the tolerance and the stock to leave affect it, but also the machining margin affects it.
but really if you run into holes close to the size of your cutter, consider a drill.