OK I am very new to SO3…about 1 week into it so this questions may be stupid user error. I am cutting out my logo into a 3/4’’ piece of walnut and one of the letters broke free as the center of it was being cutout. So i went into CC and moved that letter over into an area of the board that was uncut and attempted to re-cut that one letter…this is where the problem begins.
I used the XYZ access on the touch probe for the entire project and it worked fine.
I created a new g-code for just the one letter to be cut out.
I loaded CM and loaded the file, the machine did its homing thing…
I jogged the spindle over to the touch probe and performed the XYZ on the corner of the stock, the wood has never moved during all of this.
I run the file and the machine moves all the way down to South Center of the bed and attempts to cut out the letter.
I start all the way over and attempt this again, I zero out the touch probe but this time I accidently start the cut while the touch probe was still on the board and it mars the top of the touch probe…face slap
The probe now has scratches on it from the assault, the problem still exists and the machine keeps moving to the bottom of the bed and I cannot get it to reference on the material.
Is my touch probe broken? How do I find out if the probe is working correctly or did I ruin it on my first run! lol
I don’t think you damaged your touch prop, and you can confirm this by using it again, and probably you already did that. The problem sounds like it’s with your g-code as Julien said.
just attach the .nc file you loaded in Carbide Motion, using the “Upload” button in the message window. (you may only be able to upload 1 file as a new member)
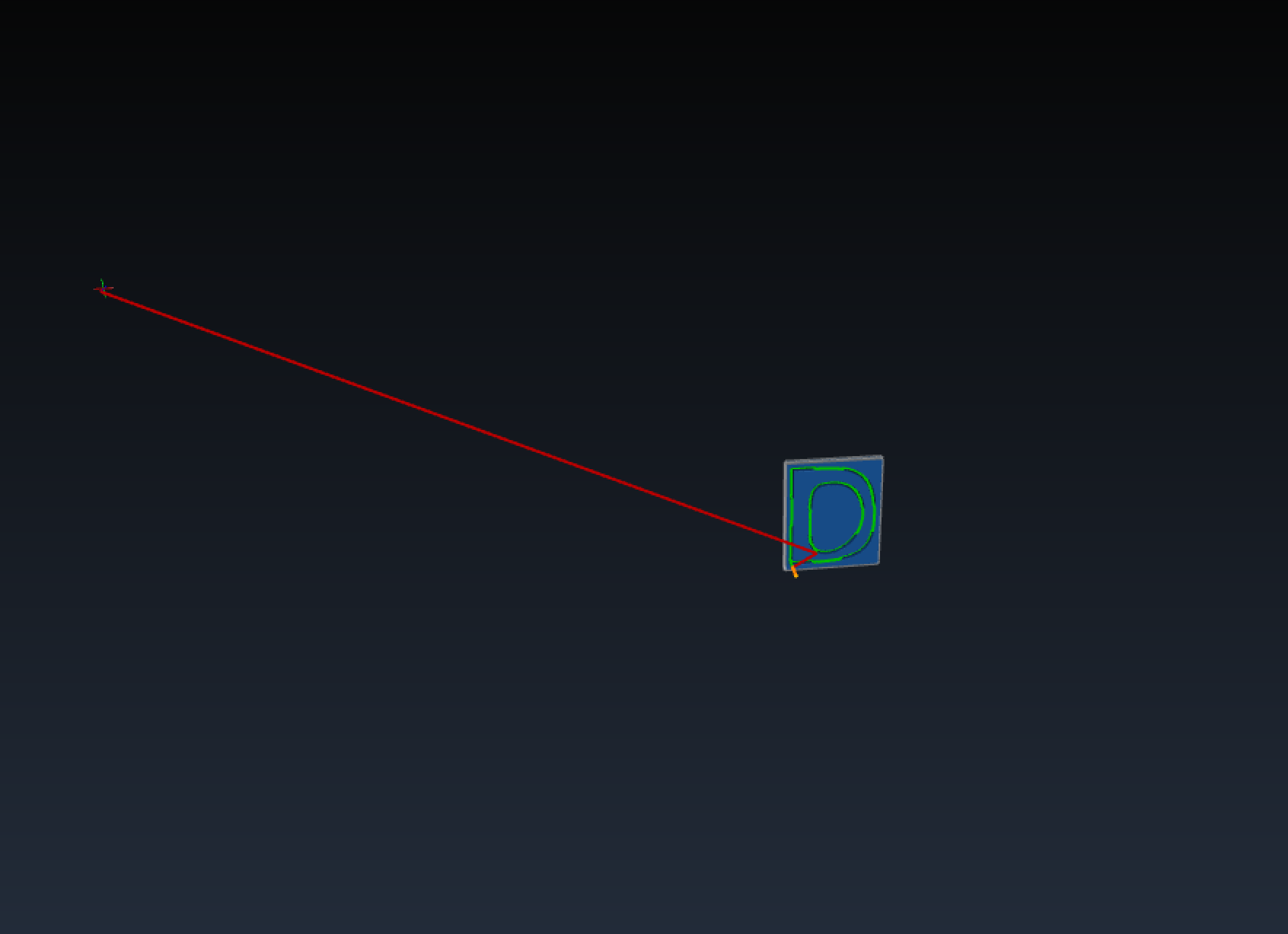
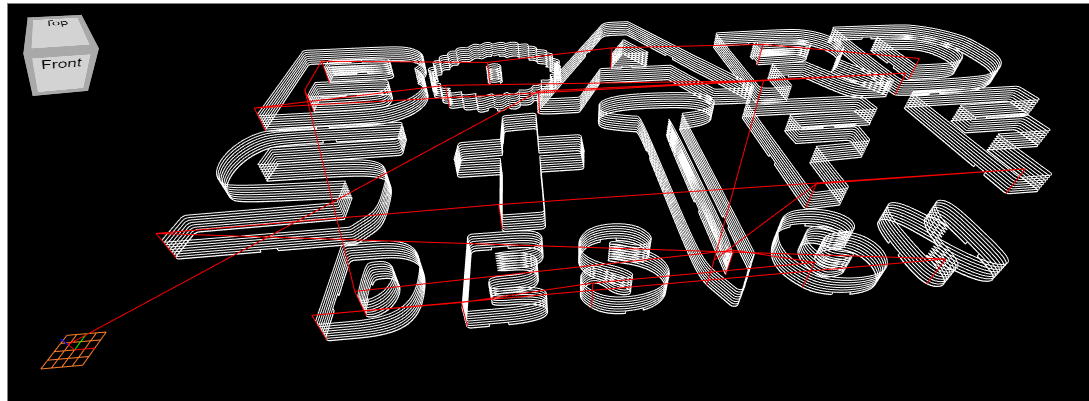
Yes, your bit travels far down from the origin to cut the D. Here an image of a simulation of the toolpath in CAMotics. Maybe you can also post your Carbide Create file too.
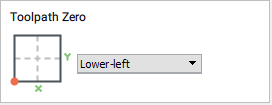
Yep, what @luc.onthego said. The problem lies in your design file, you must have unintentionnally changed the zero reference between the time you generated the first file which had the zero in the lower-left corner:
Ok, so to change “zero” do I do that in CC when I set the red-circle thing under settings? Or is zero in CM under the jog tab where the offsets are listed? Thank you so much for the help!
The toolpath zero is defined in CC, and from the g-code you attached it looks like for the inital run you selected lower-left :
Once toolpath zero is defined in CC, of course you need to match that zeroing convention on the actual stock when you zero with CM. So during the first run you probably zeroed the endmill on the lower-left corner of your stock (right?)
But then when you went back to CM to regenerate that toolpath for the “D” only, chances are you changed that “Toolpath Zero” setting, and it was not “lower-left” anymore (my guess is center-left), so when you generated that “d for design.nc” file the second time, the zero reference was not the same and the machine went where you told it to (south east of the “center-left”).
By the way, for that second run you wouldn’t have needed to redo the zeroing, the machine and CM memorize the current zero position even when the machine is turned off. Assuming the zero point in CC had been the same, you could have just loaded that 2nd file, homed, and clicked “Run”.
I will note though that this case of not having to redo the zero is only valid when you have not changed the endmill AND not moved the stock, since the last cut. If you change the endmill (or even just reseat it in the collet), then you need to redo the zeroing, because even though your X and Y zeros won’t have changed, the Z zero has to be done again because the endmill sticks out from the collet by a different length now. Watch out for that one, forgetting to re-zero Z between tool changes is a recipe for disaster