So I thought I had my router fairly well trammed and the finish on my wasteboard was very smooth to the touch. However today as I was running a surfacing job on some Oak and I was feeling pretty good about pushing my feeds and speeds I noticed some lines appearing on each pass.
Setup: I’m using the 1" Whiteside 6210 surfacing bit with a 50% stepover, feedrate of 1250mm/min but pushed it to 180% in carbide motion so 2250mm/min and a 0.5mm DOC.
Once the surfacing job finished I was thinking my router was not as well trammed as I thought it was so I started sliding my hand left → right, right → left to try and feel the ridges and decide if my router was ever so slightly tilted to the right or to the left.
However upon closer inspection I realized that the ridges where not on every pass (front → back vs back → front) and this is when I realized the ridges where more pronounced on every second pass (visible line) meaning as you pass over each line the feel alternated (faint ridge, fairly smooth, faint ridge, fairly smooth, … and so on). No doubt I still could do a little better tramming my router and for that I’ve ordered a digital angle finder to help dial it in even better but could this also be attributed to Conventional vs Climb milling? With the 50% stepover occurring on the X axis the next pass on the Y axis through the stock of oak would alternate between conventional (back to front movement) and climb (front to back movement).
Bottom line I guess my question is if a machine is perfectly trammed can cutting parameters that are somewhat aggressive will climb vs conventional milling make this much of a difference in the overall finish? I suppose to test that out I could reduce my feedrate and see if the ridges go away, maybe not completely if I’m slightly out of tram but at least get a better result.
Oak is very hard and stringy. Maybe try a 30 percent stepover and recommend speeds. The Dewalt, Makita and C3D routers are only 1.25 hp. Oak is hard and cutting across grain is hard on the router even with your depth of cut. With a 1 inch bit mass and hardness of oak may have come together to a less than perfect surface finish. If your tram were off I think you would have ridges on every pass. If the ridges ran right to left it would be the front to back tilt of the router. If the ridges were front to back it is left/right tilt of router. It can be both.
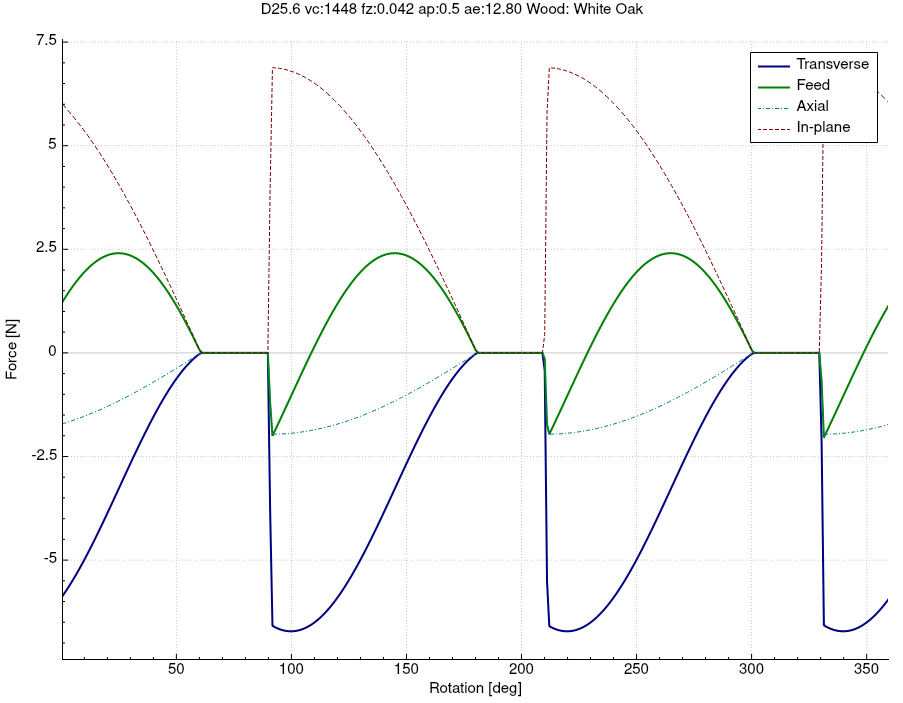
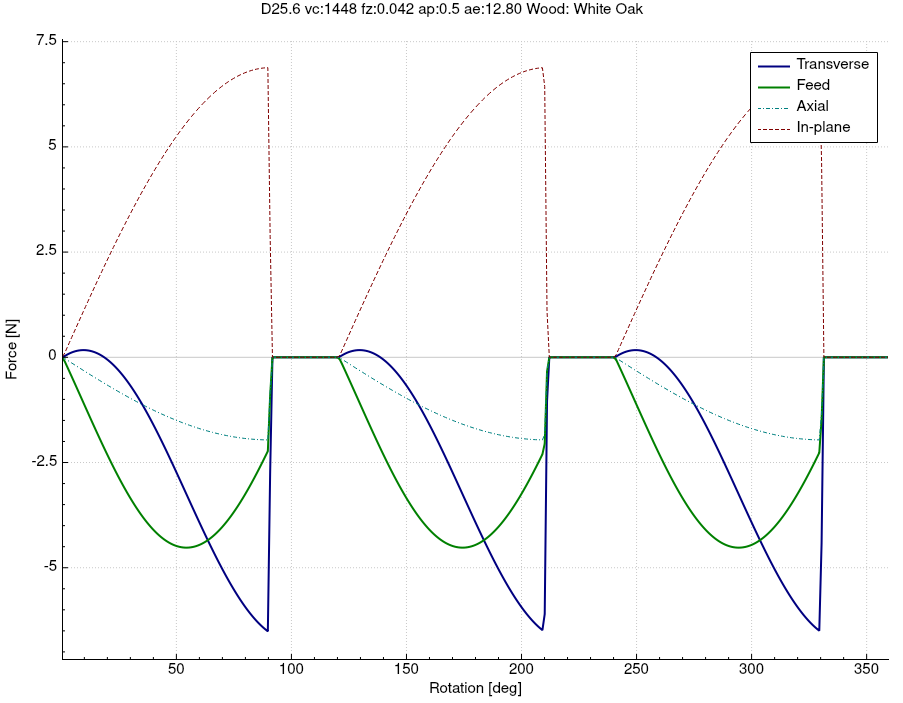
Conventional and climb will result in different cutting forces and I’m guessing that’s what’s causing your problem.
Regarding your question, I think you’ve already empirically demonstrated that the answer is yes. If you want more certainty, I’d try facing half the board with 100% climb and the other with 100% conventional and see if you can notice a consistent difference.
I don’t think that’s going to help very much, the resolution on those is much too low. Better to use a dial indicator or two attached to the spindle collet.
They both have similar transverse forces but interestingly, climb milling has lower feed forces. I wonder if the problem is that the Shapeoko is weaker to forces parallel to Y than it is to forces parallel to X, so you’re getting more deflection with conventional milling because the greater feed forces are hitting the machine’s weak point.
Maybe try surfacing left to right instead of front to back?
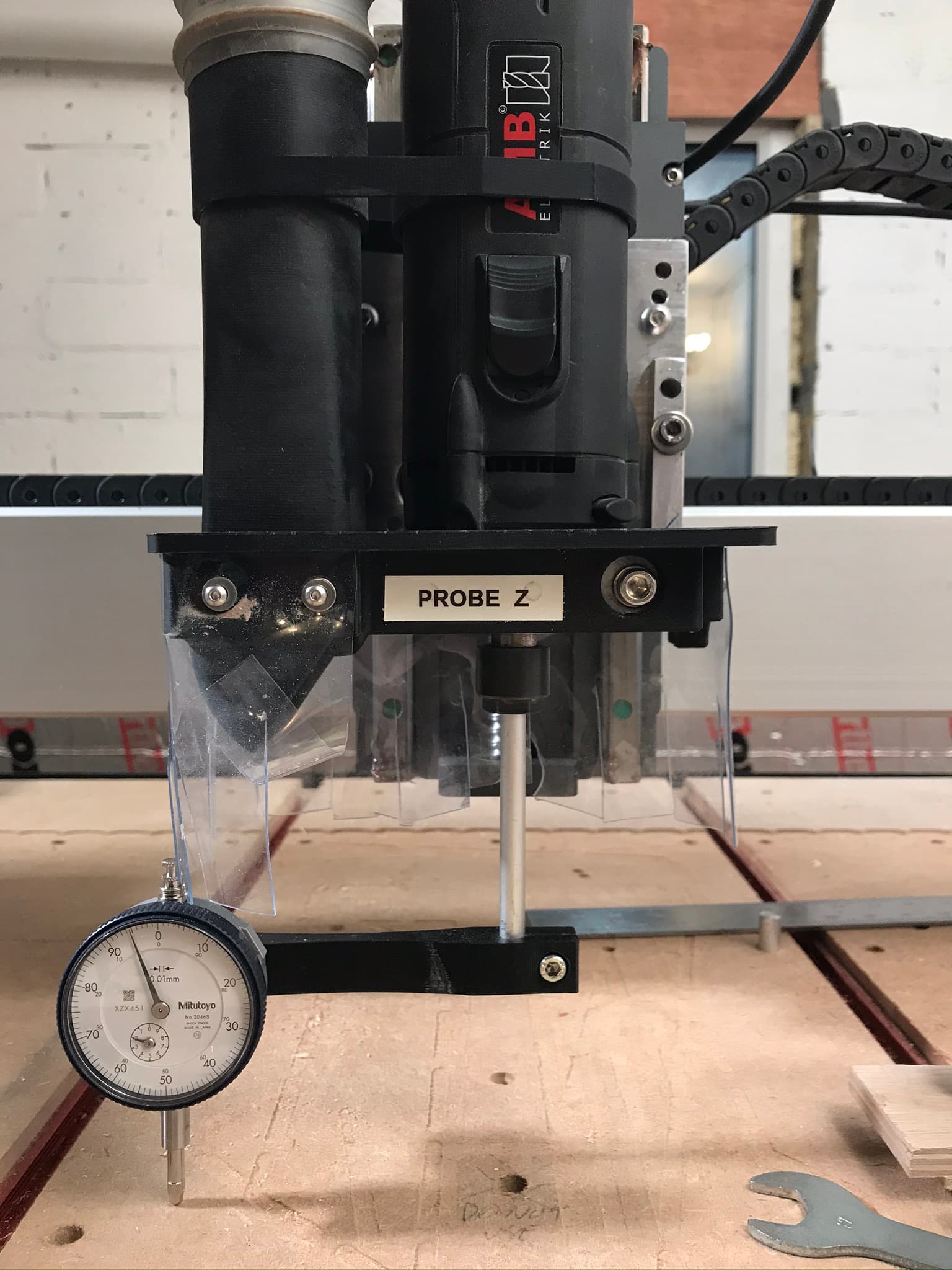
Some sort of clamped in the spindle device for tramming will tell you a lot more than an angle finder. I printed a small bracket for a dial gauge but most variants of the ‘wobbly stick’ method work, the stick doesn’t need to be aligned with the spindle, just to rotate in the spindle and the length of the arm amplifies the angle error distance for you.
However if your spoilboard didn’t show tramming marks then, as you suggest, it’s likely cutting force based deflection.
On the topic of directions, as well as potentially providing a different amount of deflection in X or Y, you may find that the tram error lines are less visible if your surfacing passes are in the grain direction of the wood, however small a value you tune your deflection down to.
Possibly going left ↔ right in my current setup will also provide a better finish because the oak grain in my stock also runs in that direction as Guy mentioned. So I suppose if I’ll spend the time to investigate this further I’d also have to factor that in (wood grain direction). However for now I squared my backstops with the X gantry so I’ll have to experiment with a scrap piece once I’ve completed this project. Thanks for the info and graphs and yes I was using 18k RPM as well.
@LiamN yes I did make myself a jig similar to yours but instead of the dial indicator I inserted the locating pin where the dial is and used the bitzero on my first tramming attempt using the following steps:
Jog machine to center of hybrid table
Place BitZero directly under the router
Using the 3,4,5 triangle I would jog the machine in the X: + or - 3" and the Y: + or - 4" and since my jig is 5" between the holes to attach to the locator pin in my router and locator pin in the end where your dial indicator is placed. I could just spin the jig around and jog Z down 0.025mm at a time and see if the BitZero light turns red at Z=0 in all combinations of X and Y (+/-3" and +/-4") as I’m always probing at the same location in the center of the table.
That said I would think getting a dial indicator would be a good investment and definitely more precise then using the bit zero as I’ve noticed the light would at times flicker on/off at times likely because of the 5" offet from router to end of the jig. I may also remake my jig from a scrap piece of oak instead of plywood and incorporate screws in the ends with slots to tighten/secure it to the locating pins (router end and BitZero end).