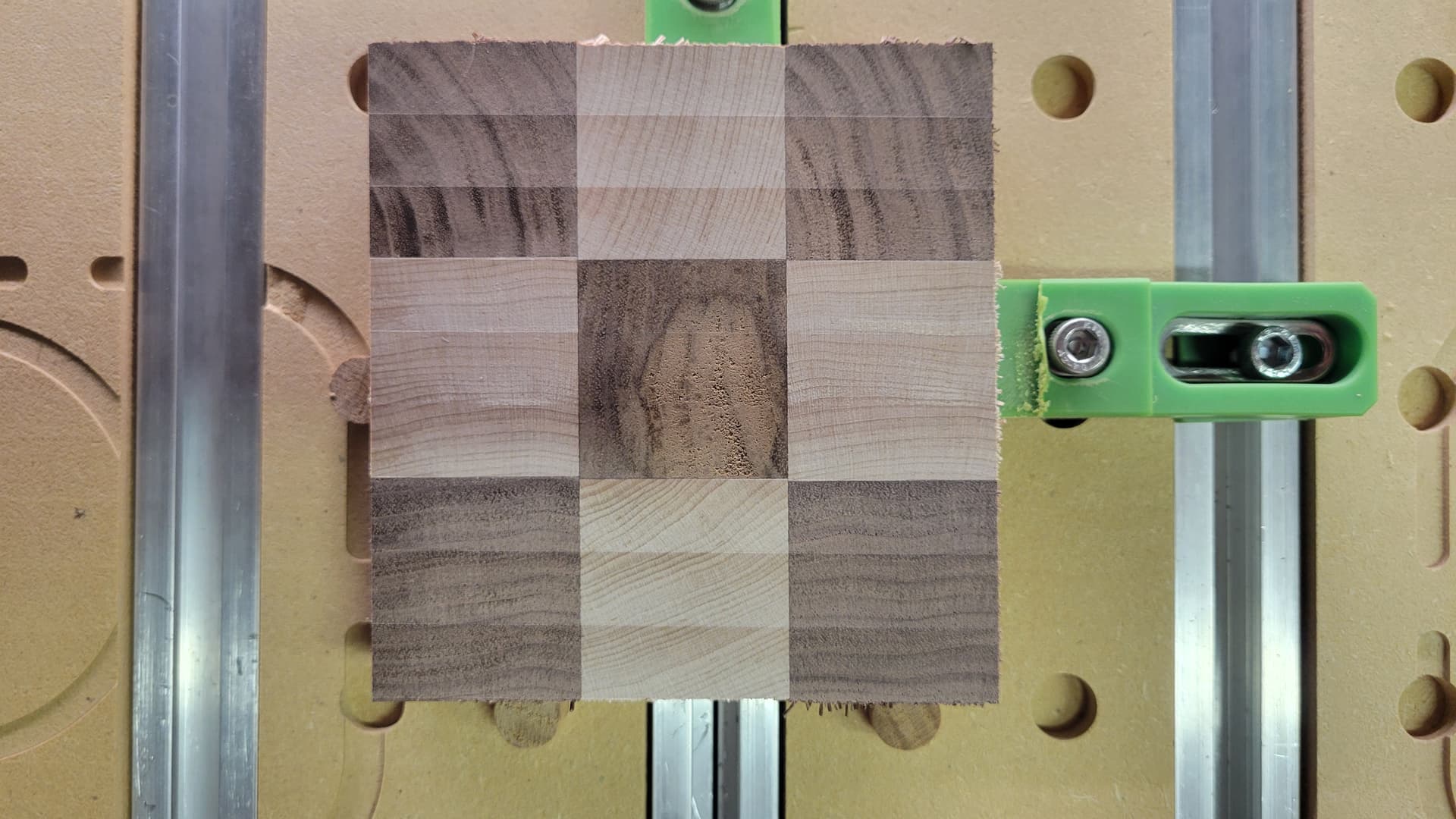
So here’s the situation. I’ve been playing with end grain inlays and there are very prominent horizontal lines from using my 1" McFly to surface the board. Obviously I needed to tram the machine.
I proceeded thusly:
-
Surface spoil board (-0.015").
-
Place a pain of glass on freshly surfaced spoil board.
-
Use dial indicator to ensure glass surface was flat.
-
Place dial indicator inline with Y axis and shim the spindle mount until it was flat front/back. I used a 0.0015" feeler gauge as a shim.
-
Rotated dial indicator inline with X axis and used the “hammer” method to tram left/right axis.
-
CELEBRATION!
-
Surface spoil board again (-0.015"), noticed some subtle lines along the X axis.
-
Mild panic.
-
Get a small piece of end grain and surface that.
-
Cry…
So I proceed to check the tram again using same procedure as before. I set my pain of glass near the front right side of the machine and check the tram front/back. My dials indicate a difference on .004". So I move the glass to the back left of the machine and dials indicate .012" difference from front to back.
What am I missing here. Why would the machine become out of tram so quickly? Why would tram be different in different areas? Is 0.012" really not the big of a deal? Is something else afoot?
Speeds and feeds for 1" McFly: Feed rate: 200 IPM, RPM 14,000, DOC 0.015". After the first pass on the scrap end grain I switched to a brand new Whiteside 6210 1" surfacing bit. Same speeds and feeds. This is the dial indicator I used.
Thanks again!
