Hey Guys, I purchased a Shapeoko Pro XXL and I love the machine and the solid construction. My only problem was the wiring was missing 1/2 the labels and I am triying to figure it out.
The wiring I have connected will let the machine initialize but the Z-axis keeps trying to drive itself into the spoil board.
Is there a way to trigger an auto reset to bring the z-axis back up so I can run a diagnostic?
Also is there a way to compare the SPCE ## wiring match up with with other connectors? I looked online and in the manual but I see no such wiring reference?
Thanks guys, I’ll be traveling next few days but will try it as soon as I’m back. I get one day a week in the shop and today was building the case and setting up the machine.
One I start carbide create for first time then go into connect cutter to initiate connection that is when it nosedives the z axis and sounds like it’s trying to drive through the table.
How do I test the limit switches without moving the gantry. Can I put something metallic next to it to “trick it”. Also how do I check if homing switches are stuck on?
I also have a CO2 laser but I am sure the learning curve will be steeper for cancer, so I appreciate your help.
Testing the limit switches is exactly how you describe, yes.
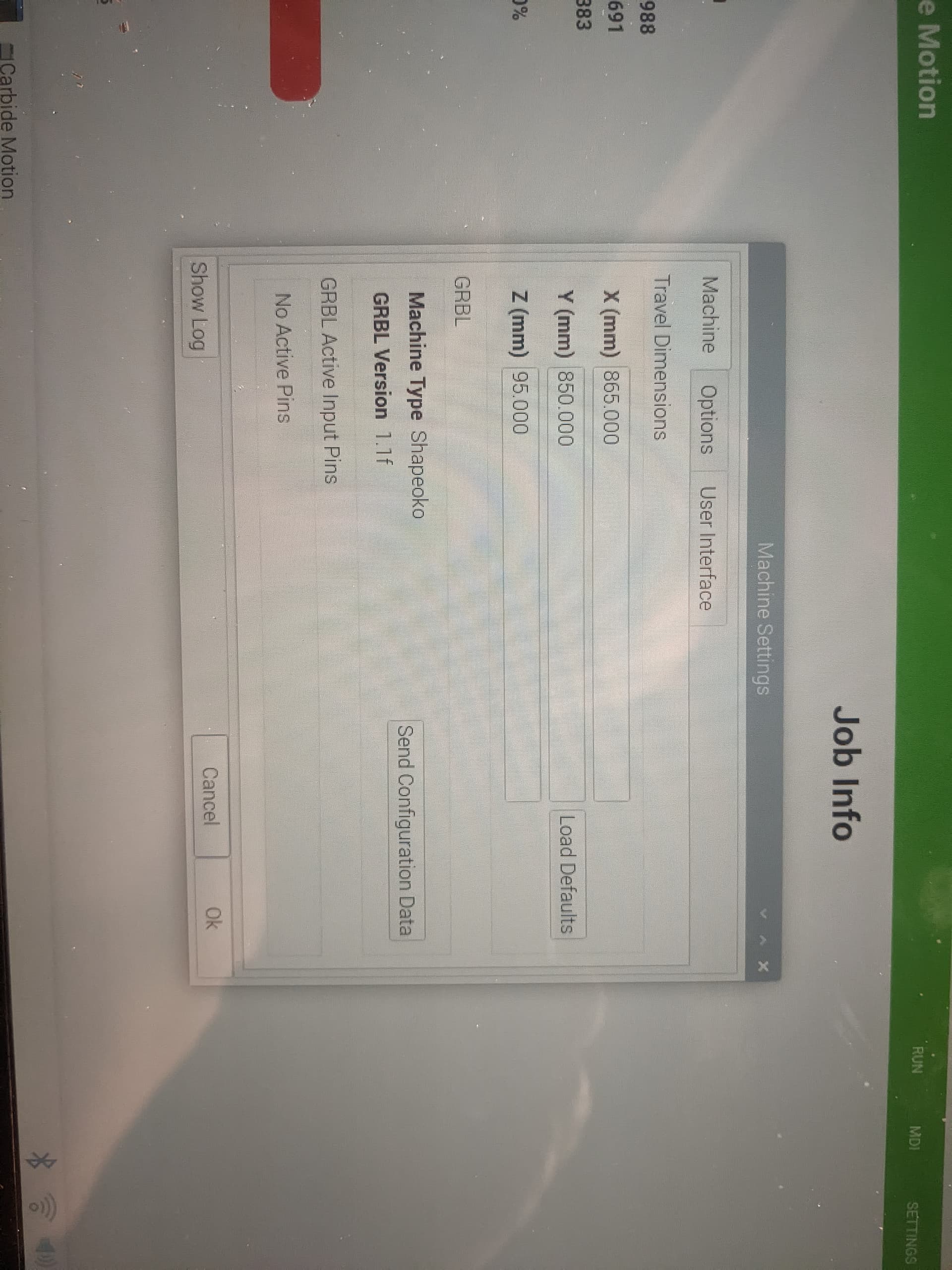
You can see in software as well under Settings>Machine Tab>Active GRBL input pins.
Laser to CNC should have some similar pool of learning, but the CNC learning curve can be pretty steep as well. I will say the learning stuff on my.carbide3d.com that Kevin put together is pretty fantastic, and is a great getting started point.
Anytime your Z runs the wrong way on initialization it is 99% of the time the configuration. The Original Belt Z and HDZ run the opposite way that a Z-Plus does. The 1% could be wiring problems but that is 1% so that would be your last thing to check.
The initialization starts with the Z axis moving up to the homing switch. After that is accomplished the gantry starts to move to the rear right corner. Depending on which axis gets there first the X or Z those homing switches are activated and when both are activated the home position is established and all 3 axis move slightly off the zero position. The distance the axis move off 0 has changed over time but I think it is about 3MM. The point is all 3 axis move slightly off the zero position. This establishes the internal positioning. When you jog the machine and set X Y and Z zero positions it is in reality an offset from the internal coordinates the machines establishes during homing. Sometimes people refer to the homing switches as stop switches. There are no stop switches on Shapeoko machines. When you configure the Shapeoko with Carbide Motion you are mostly setting up Carbide Motion. The machine knows what it is but is controlled by CM so during jogging CM keps the machine from going past the limits that the configuration sets. You can manually set the parameters in CM but you risk running your axis into the physical limits of the machine. In the past the X was reduced to accommodate the Suckit dust collection that would physically stick out past the edges of the Z axis. So you can slightly increase the X travel but just keep it in moderation. Now when running gcode you can crash the X and Y axis into the mechanical stops if you command the movement there. As I said earlier there are no stop switches so if you send the X axis 6 feet to the left the controller will try until it hits the physical stop and starts grinding. Various versions of CM have changed the travel dimensions of the machines and some have been coded wrong. The current version of CM 566 seems to work ok but you can still customize it if you want.
Ok, So I was able to reboot the configuration and the system now traverses the z axis upward. Thanks for that. However now it hits the upper limit of the z gantry and grinds. I see the light on the z-limit switch turns red then I get an X limit error.
How do I “Check that none of the homing switches are stuck on — if one is, that needs to be resolved first.”
Ok, I traced the wiring and found my z limit and x limit wires were crossed because they were not labeled and I wasn’t smart enough to trace them from the beginning. However now the machine will raise z correctly and move to right and down to front where power switch is but it grinds when it hits terminal point and kicks CM off so i have to reboot it.
Why is the y limit switch in the back right when the machine traverses to front right?
In that case, there is something wrong with your configuration. Once it leaves the proximity switch, Carbide Motion has no idea where anything is at. Basically it’s like the old treasure maps, it tells it to go so many steps south, so many steps west, etc. If the dimensions in the config file is wrong, it will send it outside of it’s range.
Ok, I figured out a few things the wiring tags did not line up with what they were for. I traced all wires and limit switches and got them connected to the right place. Additionally the default info for x, y and z were longer than what the machine is supposed to work off of. It had
X: 875 mm, Y: 850mm, z: 95mm
Going to try changing it to the 33inch or 825mm x and y and see if that helps.
If the machine moves to the front when initializing (as noted, it should move to the back right) with the correct machine configuration, power down and swap the two Y-axis motor connectors — this will reverse the Y-axis movement and should allow the machine to home.
Thank you all. Between my ineptitude, some worn off wiring labels I had some things swapped.
I retraced all wires and took the advice above and it looks like things are functioning.
THANK YOU SO MUCH. Now to see if I can get Bitsetter set up and VCarve loading correctly.
Its a bitter sweet day as we lost an gentleman in our community to cancer yesterday that was the CNC guru for a lot of us woodworkers. Dan you will be missed.
The bad news is it was broke. The good news is you have a deeper understanding of how the machine works. Always look for the silver lining in the dark cloud.