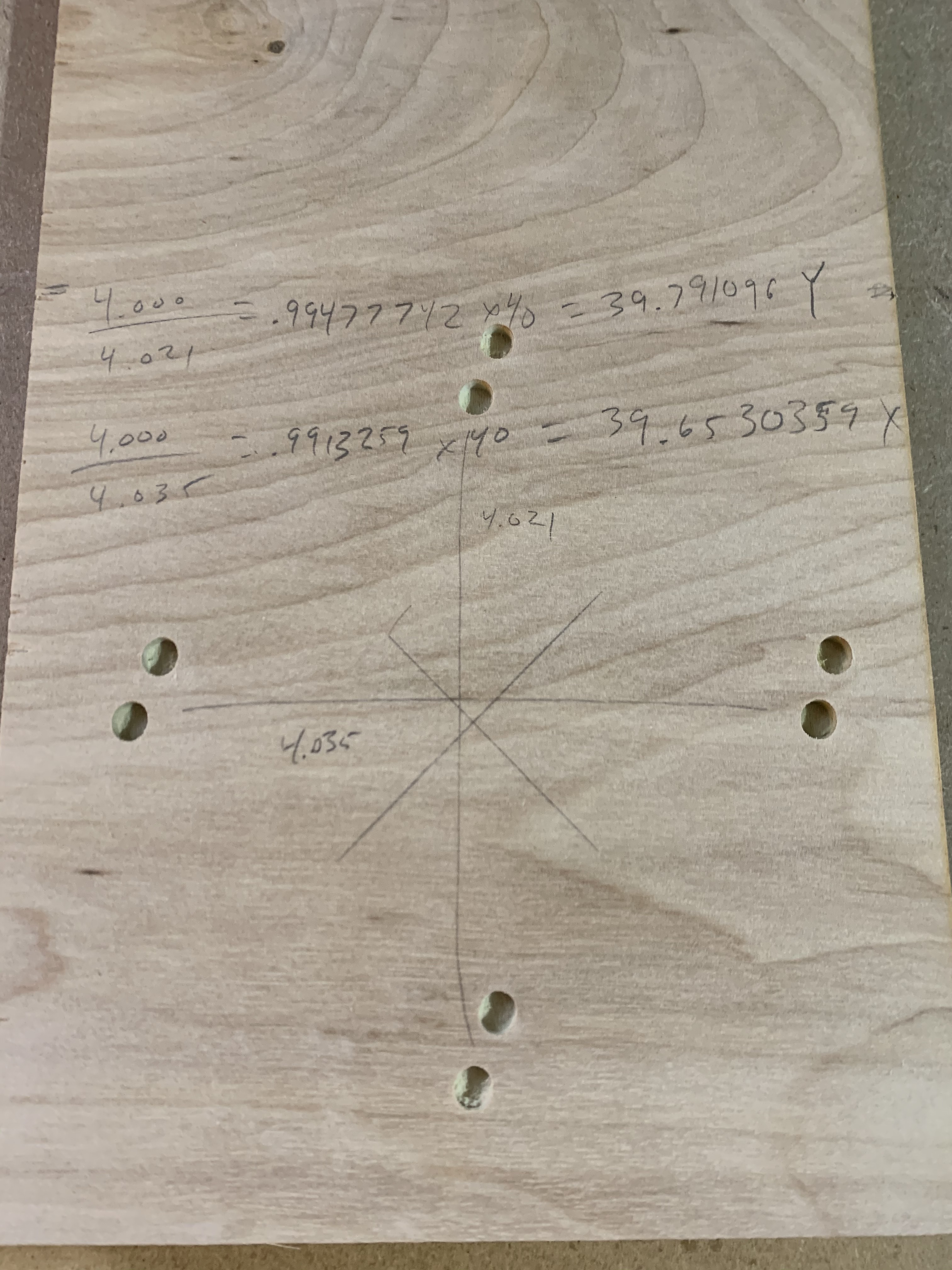
It really made a significant difference in dialing in the accuracy on the distance between to the x and y holes, but what is perplexing to me is that despite the distances between the holes being within around 10 thousanths, my 1/4in holes seem to be dramatically asymmetrical and look like ovals (before and after calibrating) As best i can measure my holes that should be .25 are .22 in the x direction and .24 in the y
I checked all my v-wheels which do not turn freely unless axis is moving and my HDZ Z-axis seems solid as a rock with no play when I tried to move it.
I also checked square - I’m out of square by about .06 and struggled to get it much better than that, but I’m doubtful that is the culprit.
Update - I tried a brand new bit as the one I was using has seen some paduk and purple heart in its day. This made a large difference and while its still not perfect it is bordering on acceptable to me.
Oddly, the two holes on the x axis were very close and I could jam a .25 bit shank into it, but the two holes on the Y axis were still just off enough (short on the X axis) that the bit would not fit.
I have no clue as to why one hole would perform different than another 4 inches away. Any ideas are welcomed!
the bit change implicates a bit of runout/force related issue…
a few weeks ago I had issues, and my hdz was rock solid but yet the bit would wiggle…
(slightly in part because the bolts that clamp the router had come lose a bit, and in part because my dewalt router just seems to have wiggle on its axis… waiting to go to a spindle sometime in the future)
Have you measured the actual diameter of that first bit you used ? (I can’t wrap my mind around how a hole can end up smaller than the bit used to drill it, but then again 0.22" actual diameter for a 0.25" endmill would be something new…)
about that wiggle, did you check it by holding the endmill tip itself and wiggling it around ? i.e. what @fenrus implied to check for excessive play in the router bearings.
It seems like you have a Dewalt router, and while I never owned one and…statistics, there have been a couple of reports of people getting bad mechanical precision from theirs (@fenrus mentioned one, yesterday @Microwave_Monkey had a similar testimony, and there are more on the forum)
As a double check you could maybe use a pointy Vbit, and engrave small (and very shallow) circles on the surface, check if they come out round or oval.
Side note: I’m surprised by your calibration values of around 39.7 steps per mm. Back when I believed in machine calibration I remember getting much closer to 40 (typically like 39.94 or 40.03 or values like that). I’m not saying this is not normal, I’m just surprised. Have you checked over longer distances than 4"? Sorry for the trivial question and forgive me if you already addressed that, but how tight are your belts ? (as in, post a pic of you pulling the middle of your X belt with the gantry pushed to one side)
D’oh. Of course you were, my brain read “1/4in holes” as “1/4in endmill”…
I remembered a video on the FB group where people put a Vbit in their router, and by just turning the collet manually, there can SEE the runout at the tip (which means it’s really, really bad), maybe try that simple inspection first ?