I ordered few 6061-T6 (.125" thick) aluminum plates from link below:
The cutter I have is 3 flute aluminum end mill cutter.
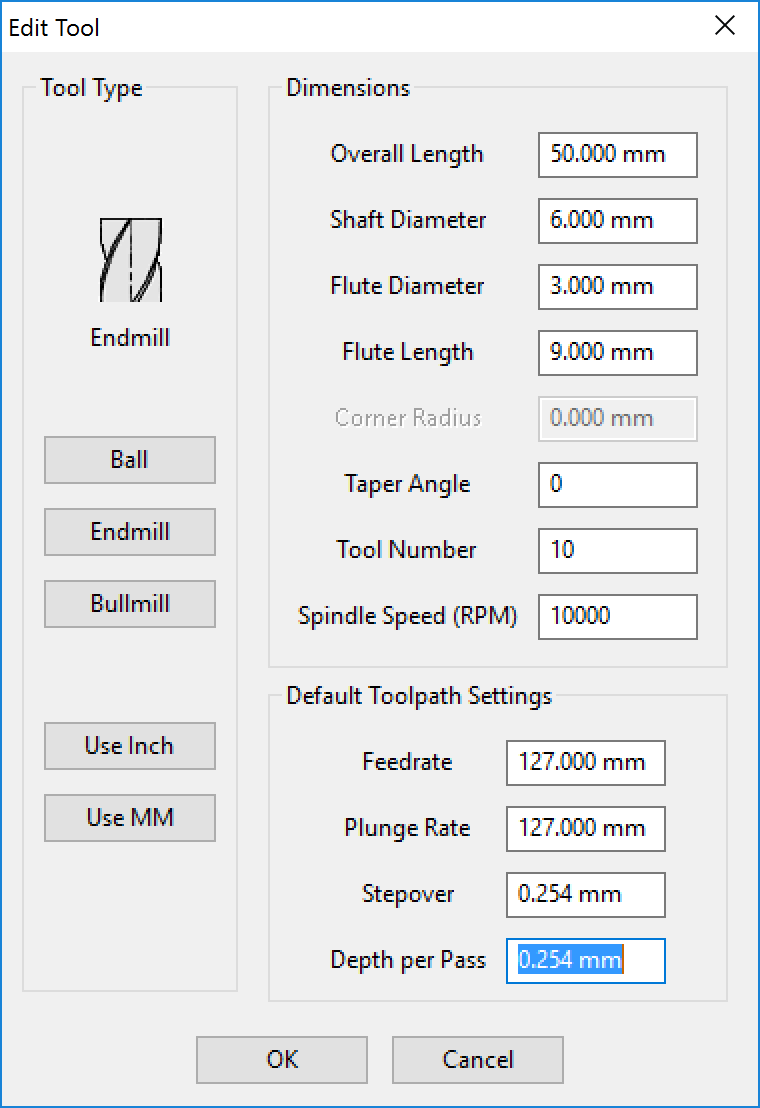
I plugged in the end mill in “Dimensions” as in the screen shot below.
I need some guidance in Default tool path settings.
What should I choose for Feedrate, Plunge rate, stepover and depth per pass?
I use fusion but I’d put the depth of cut to 0.1mm, step over as half the mill diameter, plunge rate should be fine and cutting feed rate of 1500mm a min. Also put the spindle speed to about 17,000
On my Nomad, I cut aluminum with the 2-flute cutters from Carbide 3D and use the recommended feeds and speeds from the chart: http://carbide3d.com/nomad/feedandspeed/ (DOC 0.25mm, 200mm/min feed, 25mm/min plunge, rounded down) and it works out pretty well.
You might have trouble with the 3-flute cutter though because we have relatively low torque spindles. I think some have used them though. Let me see if I can find the thread on the forum here.
I found a couple of threads where folks were complaining about problems with their 3-flute cutters and the replied advice was slowing the plunge and/or taking shallower cuts, but the OP didn’t get back and say what worked.