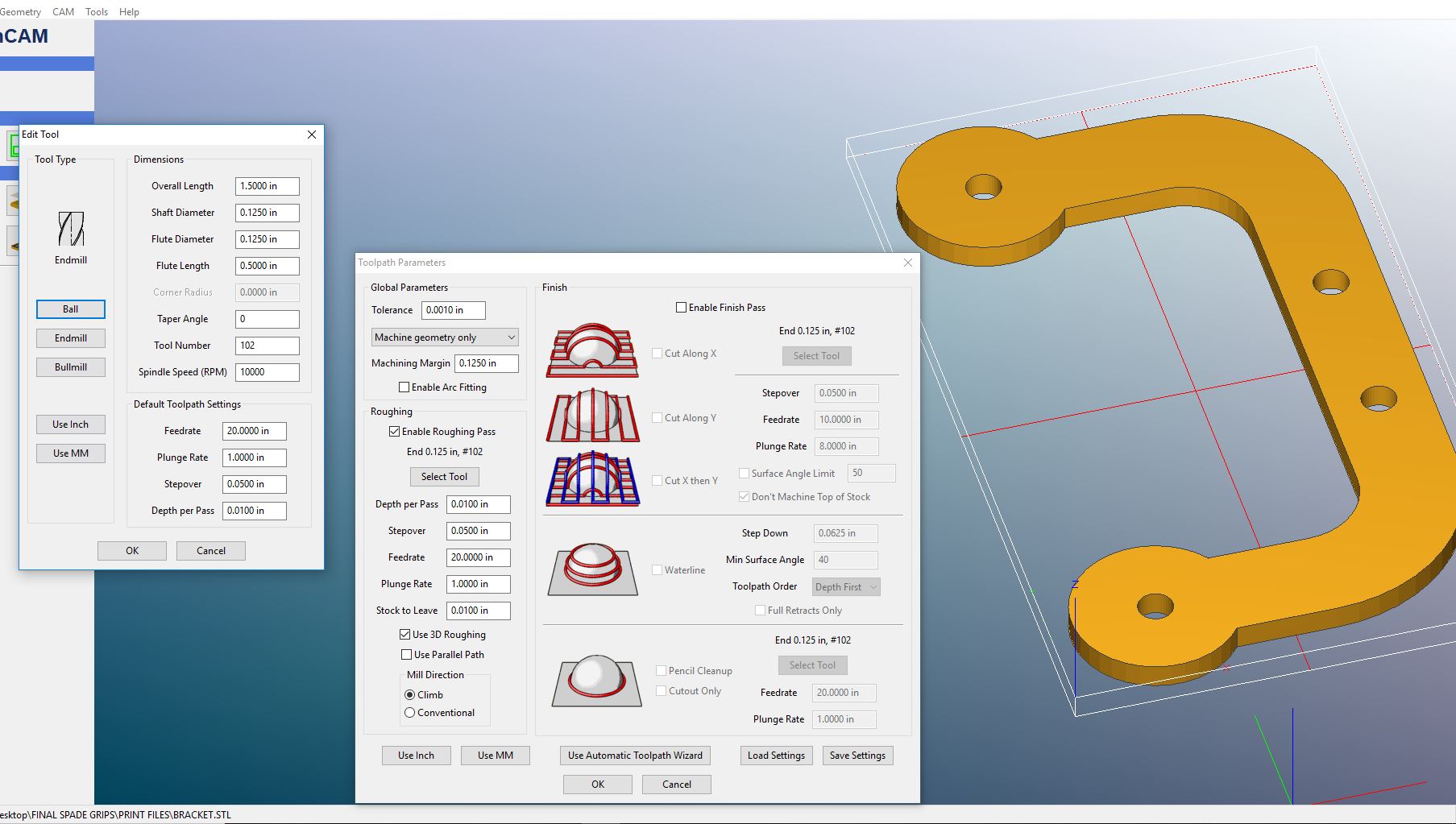
I just received my Nomad 883 Pro yesterday and I’m trying to understand Meshcam. My first task is to cut a bracket out of .188 thick 6061 aluminum. The thickness of the stock is equal to the thickness of the bracket I want to make so I basically just need to cut the part out of the flat stock. Anyway, I am trying to use the automatic toolpath wizard. It tells me that a roughing tool is not needed, and it wants to only use waterline finish and pencil finish. I set up the 1/8 endmill that came with the machine in the tool library. I set the defaults according to a YouTube video by Winston at Carbide 3D.
When I accept and finish, the step down under waterline changes to .0625 instead of .01. Also, does the default RPM and feedrate apply here? I can edit the feedrate in the tool setup and the estimated machine time is unaffected. If I override the step down to .01 in, the the estimated machining time goes from 7 minutes to 43 minutes. Does this seem reasonable? One last thing is that when I open the G-code in notepad, I seem to see two strange feedrate values at 203.2 and 254.0.
First, if it says you don’t need roughing, uncheck the roughing box (left column) and check the finish box (top right). This will shade out the left column and enable all the stuff on the right. For what you’re trying to do, pencil is the right thing, check it. The default feedrates won’t work with aluminum. The tool and the material together set the rates. Something like 9 in/min will be roughly the place to start (20"/minn is going to be pretty fast) . Fill in that for feedrate, and leave the plugne at 1. The way meshcam does this is kind of weird and out of order, but it works.
Honestly, cutting your first part in aluminum is a pretty steep learning curve - I’d recommend 1) that you do the tutorial with the face in renshape and 2) that you try this part first in maybe a small block of wood (it would just be a surface shaped this way, not separated from the material underneath, but it would be a great exercise)
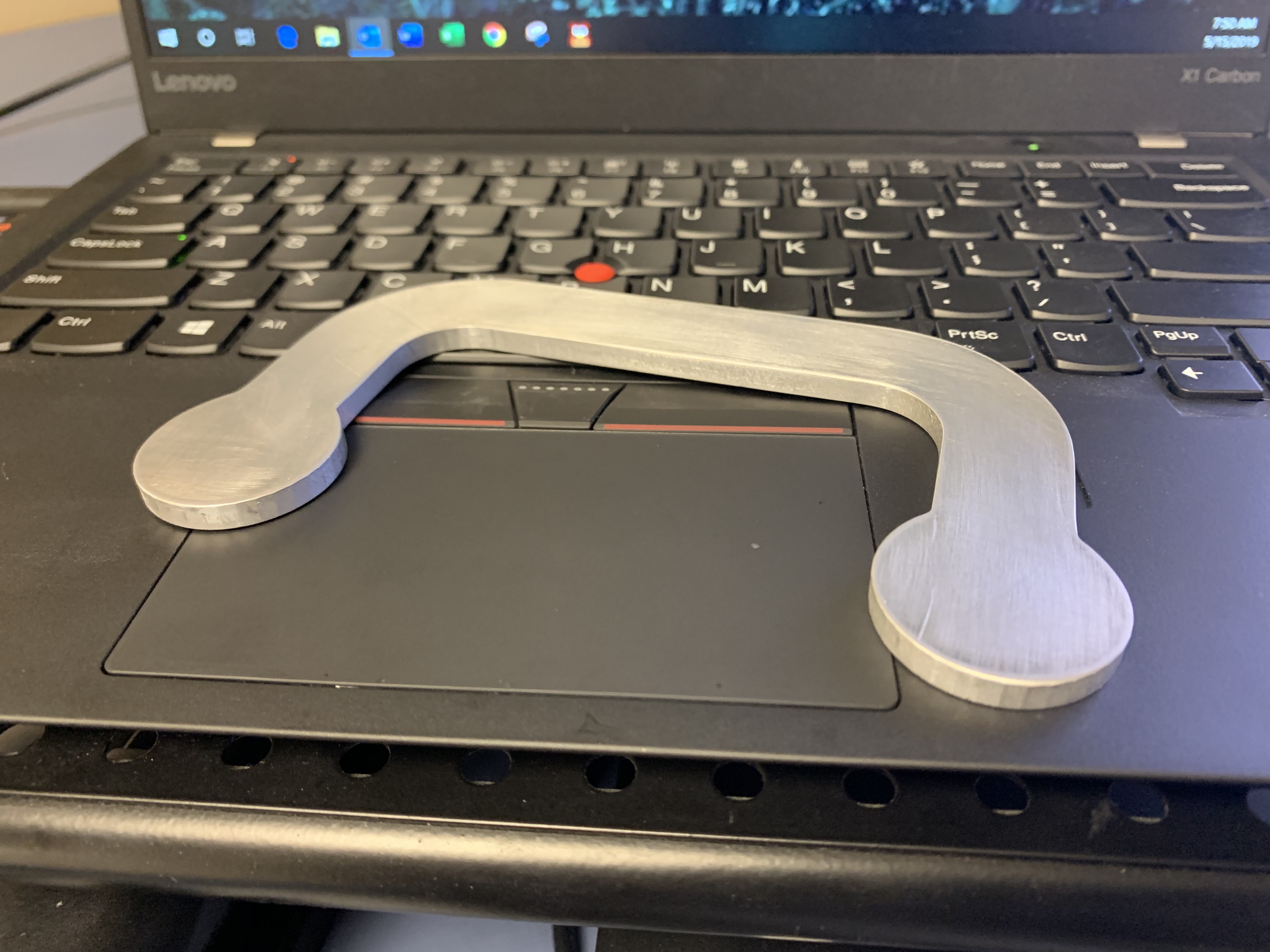
However, I’m still confused with the settings. Are the feed rates for waterline set in stone? The only parameter I seem to be able to control is the step down. I started with a .01 step down. It attempted to cut the through holes first. It made 3 or 4 step downs and then failed. I went back to meshcam and changed the step down to .005 and capped the holes (I can knock those out with a drill press). The whole program ran after that and I was successful at cutting out the bracket. I noticed the step down down after each pass seemed noisy. The g-code appears to use a 8 inch plunge rate, even though the default tool setting is set to 1 inch. Also, the linear feed rate appears to be 10 inch. Where are these settings coming from? The last path (pencil) worked as expected and contained the plunge and feed rate I specified.
I would like to be able to go back to a .01 step down to cut the machining time in half. I think this would be reasonable with a proper plunge rate of 1 inch instead of 8 inch. Should I manually modify the plunge and feed rate through notepad or am I missing something?
Looks great! No, you can adjust them all, it just takes a little while to figure out where. Some have to be changed in the “tool”, some on that page, and it’s not always clear. The exact speed/feed for any operation can be challenging to sort, depends on the material, the exact tool, and there are usually multiple combinations that work.