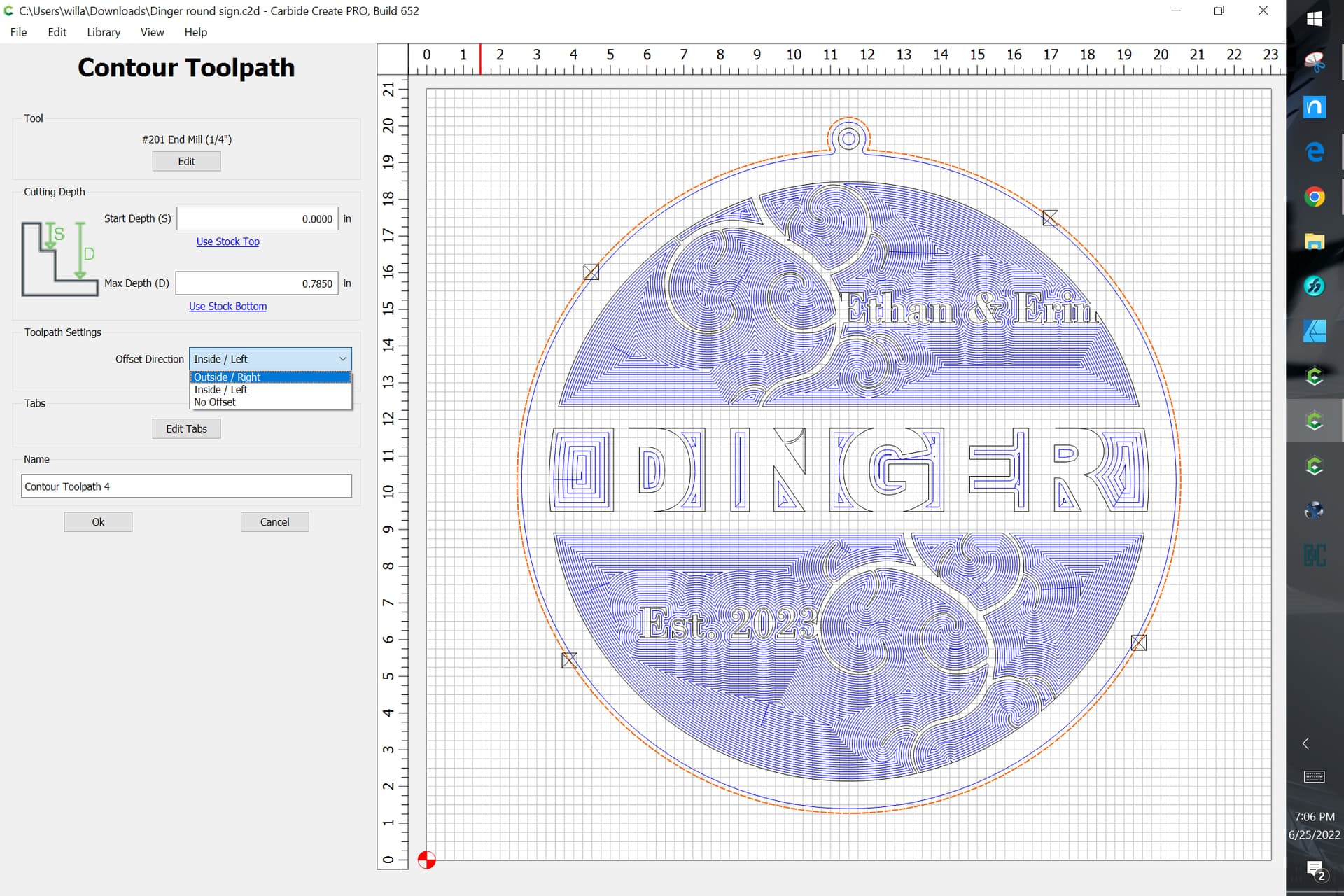
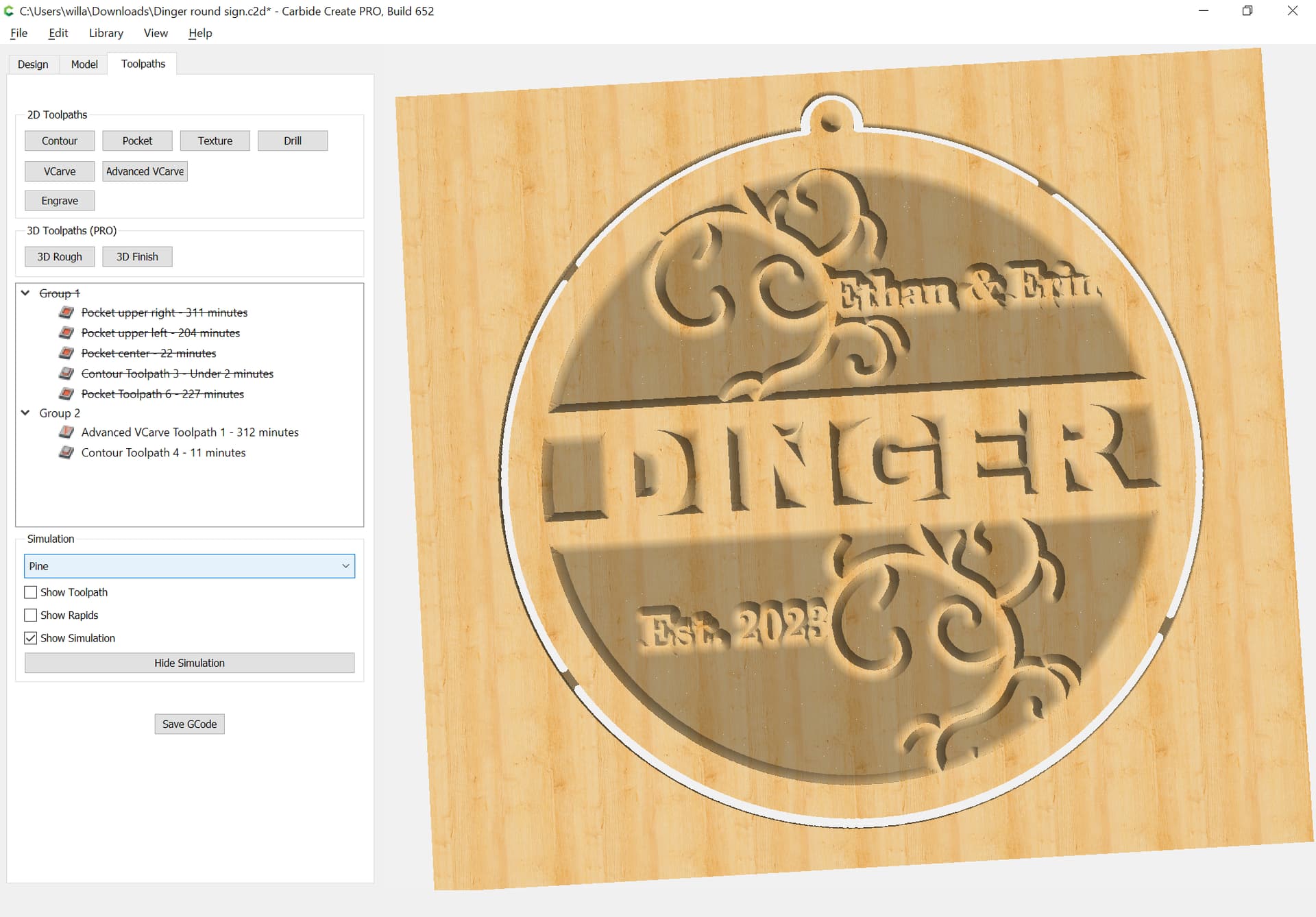
I have a new project to learn with and i am carving it in mdf. pocket with raised letters and some cut out areas (don’t know what these would be called) I think my design is ok but it looks like it will take over 13 hours to complete?? Am I doing something wrong or is this just normal?
Thanks Will your advice is a HUGE help. On the advanced vcarve still going down to .35 is acceptable depth? Then I just set up the 201 for outside contour?
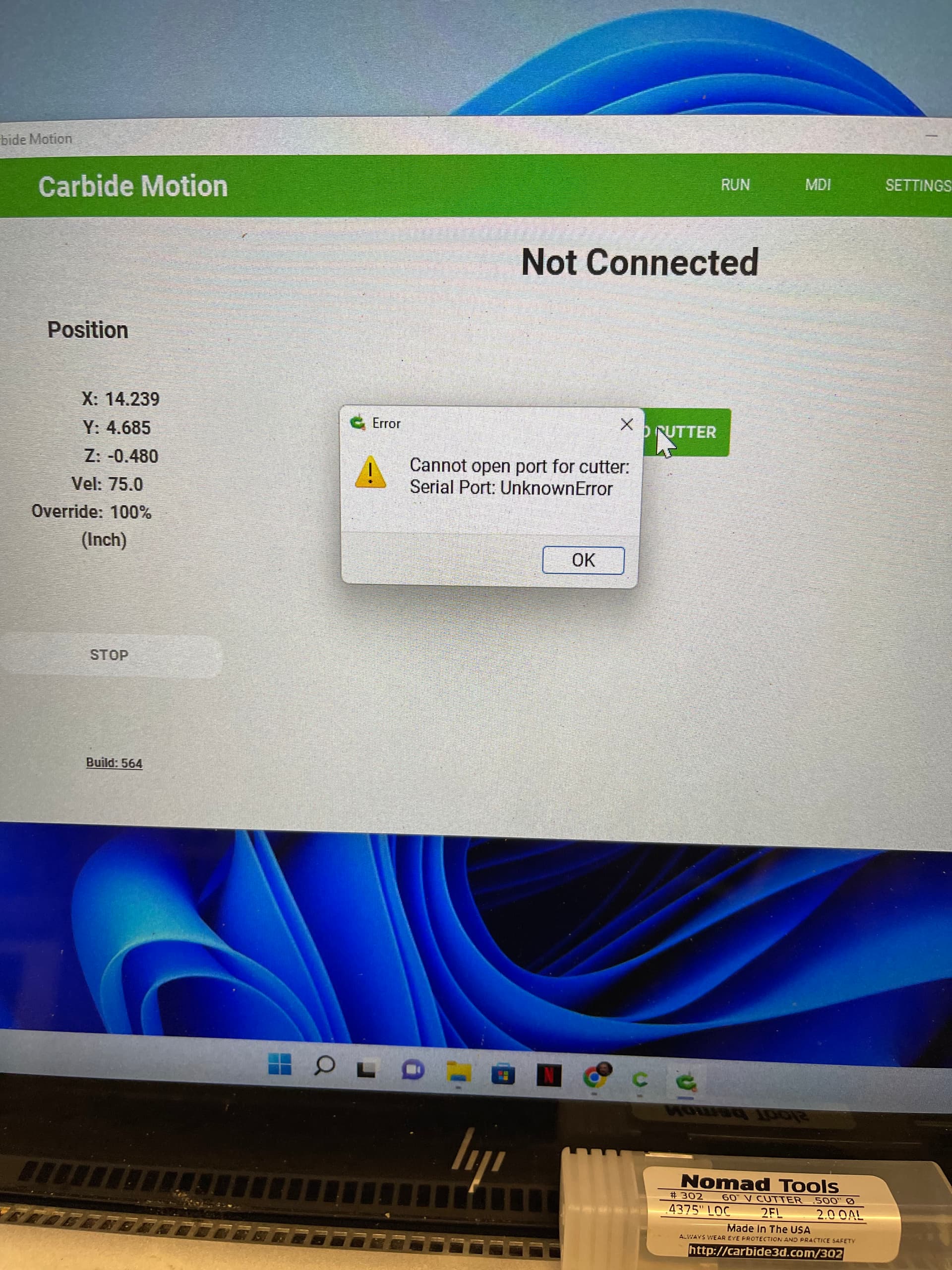
so I ran your file, got the perimeter contour cut out, moved to install the 251 and it goes to bitsetter and crashes about 1/4" short so i hit stop. reload everything, start to run from the begining, and it’s on a completely different line. stop rezero restart and it’s back on the second line…
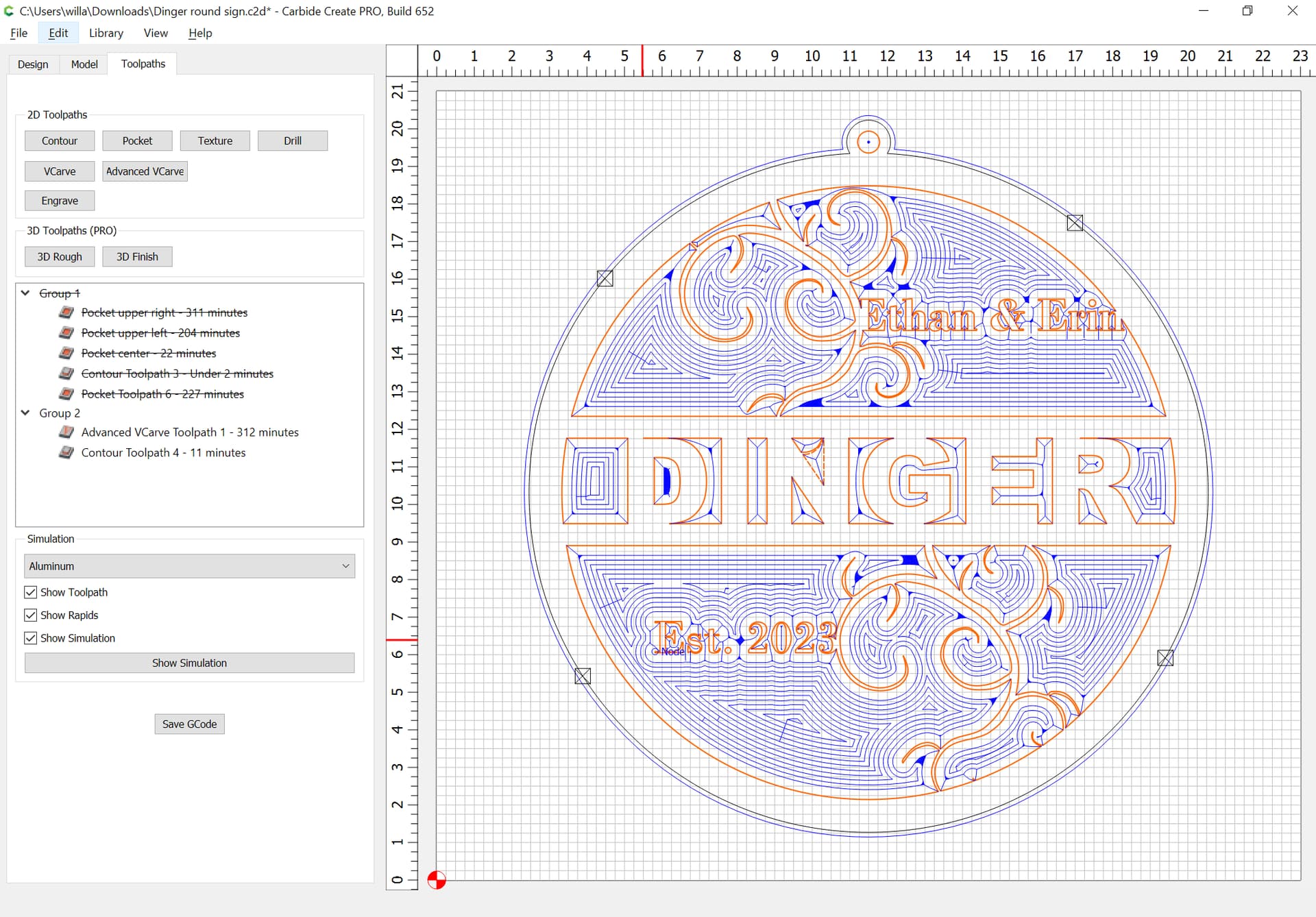
I looked at your file as Will did and the #102 1/8" bit is very small considering your project is 23" around. If you divide 23’ by 1/8" you get 184 units of 1/8". That is a lot of passes to make. With a 1/4" #251 you will make 92 units of 1/4". Will’s suggestion for the #251 down cut end mill is a good one. If you want straight sides on all your objects then just a pocket operations. If you want a vee shape on all the outside of your objects then an advanced v carve will work as well. With a 23" round object any bit will take some time to pocket out all the area you have.
It makes no sense because I went back to zero and made sure I was on exact same point as first run.
On first pass measured the tool it did its dash to bitsetter told me to start the spindle and ran with no issue. Moved to the front, told me to change to the 251 I did, it went to the bitsetter came up short and that’s where it all went downhill.
If the BitSetter is configured, and you came up short on the Y-axis, then steps must have been lost on the Y-axis, otherwise the machine would have moved back to the same position — please check the Y-axis belt tension (and do the X-axis as well, usually the X-axis is a bit more forgiving).
I have changed the overall size down 1" and removed the original contour cut and added one back in. I will go try that and see if it works through all steps.
The first cut for every tool path is just as narrow as the endmill. The contour toolpath in the file you posted does exactly this, too.
(I cut slots in aluminium, brass and wood as large as the endmill (ie: contours) every day on a Shapeoko and Nomad and have never had any issues to warrant this advice/warning. I say do it if it works and stop when it doesn’t)
I’m cutting the outside profile from the file you looked at no changes other than reducing the size of the project. Tried once more and it did it again. I am so disappointed in this purchase.