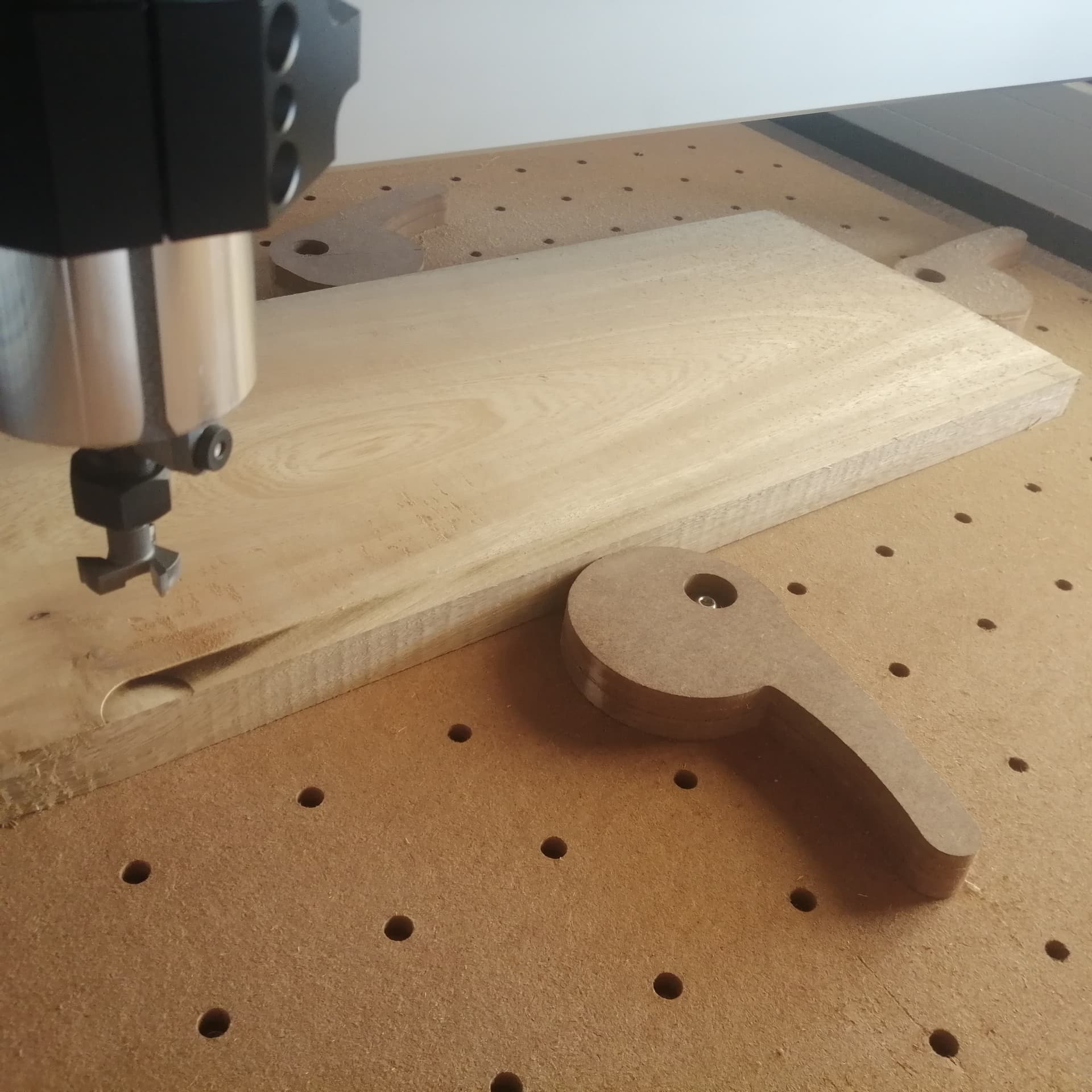
But I’m getting burning marks doing the ramping at the start. Is this normal? could you please guys recommend me some settings for this bit on oak? I tried searching them online but some people say “use 75% stepover” or “use 30% stepover” or “use 12000RPM if you don’t want your bit to be a bullet” etc… I’m very nervous about this since I’m a beginner. Thank you very much.
Griff
(Well crap, my hypometric precursor device is blown…)
2
Hi, eliminate the ramp and bump your speed to at least 150 ipm.
The ramp step is too slow, causing the burning. Facing/leveling toolpaths, because the depth of cut is so shallow, place very little strain on the CNC so you can safely ramp the speed up.
As a new guy, baby steps to learn how each parameter affects your cuts. Eliminate the ramp step, see what happens. Then up the ipm in increments, see what happens. Also, do not exceed the max rpm set by the maker of the cutter.
Could you please recommend me the RPM and stepover to use with the 150ipm? I tried to do the same job without the ramp step but I’m still getting burning marks. I believe my problem is the stepover or maybe I just have to up the IPM like you said, but I would like to know what you would use just to be sure since 150ipm seems like a lot for me.
I surfaced a cutting board with these settings at 10mm stepover and 0.5mm DOC (but it could probably have done a lot more, but I just wanted to trim a small amount off of the top).
-I just started a new strategy so no idea how would have ended (Probably with a lot of burning marks)
-Yes, the router moves to it’s set speed now without ramping
-I don’t understand the question
So I ended using 70% stepover 100IPM with 16000 RPM and I feel that the piece of oak is flatter now, but it has some… machine lines? How could I set the machine to get a better finish? I suppose less stepover? I mean… it feels flat so isn’t the tramming of my router.
Slow the spindle down or raise the feed rate
A larger tool is is covering more ground that a smaller tool at same speed
A small circle of a 1/4” has a much smaller circumference that a 1/2” tool
I use a 1” end mill for surfacing and the rpm’s are normally lower than 3000rpm
I was lightly sanding while surfacing with a 1” surface mill
Was a small cut but after applying electrical tape it was still bleeding hours later
X-ray showed it cracked the bone too
Sanding can wait these days till machine is off lol