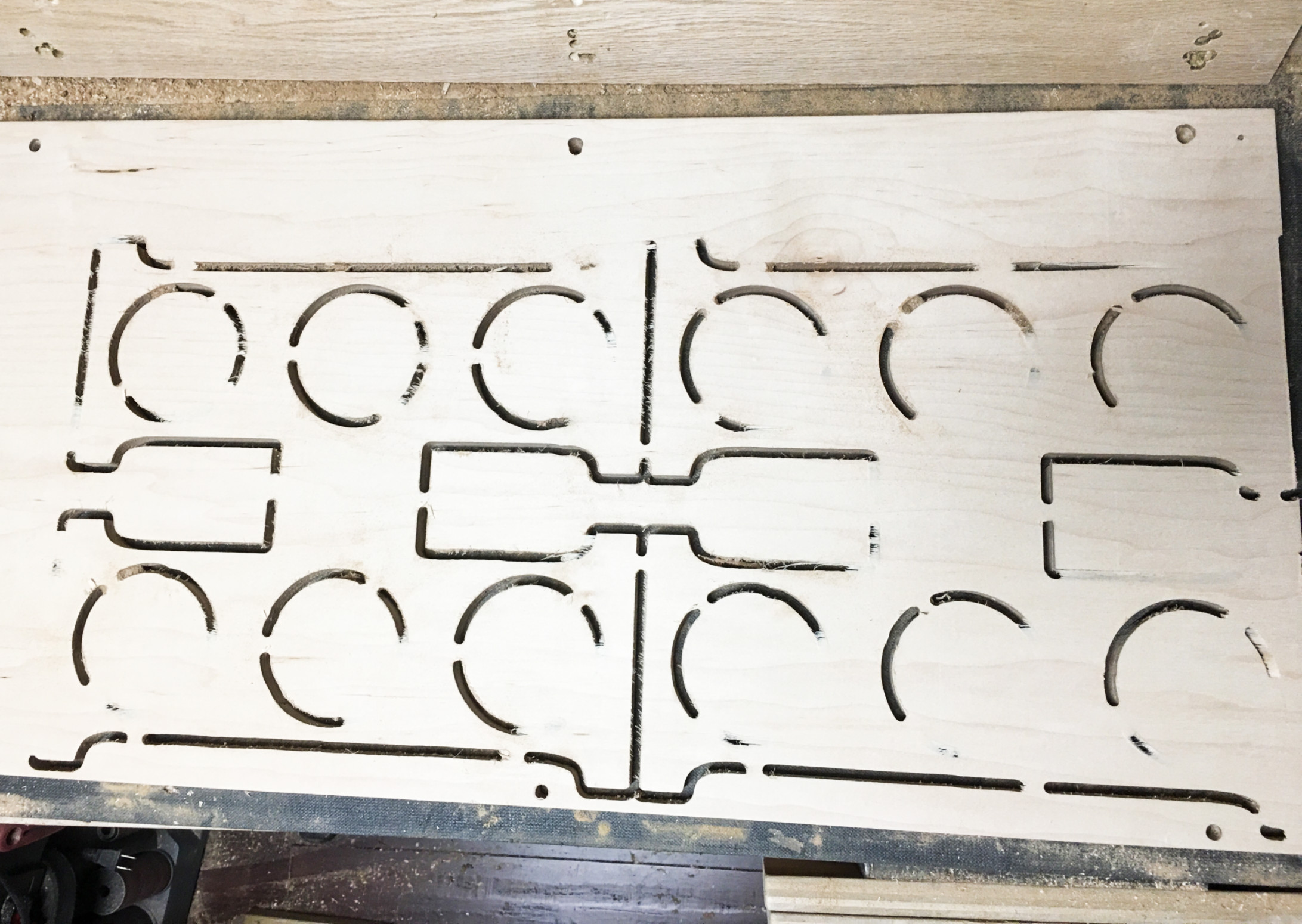
Looking at your last cut it is definitely something wrong with your Z Axis. It could be the mount or more likely the aluminum block that holds the router.
If it was a bed issue it would only be on one side of the cut. Since it’s constant across the job the Z axis is not square.
Hey Brian, no worries, my feelings don’t get hurt easily. I still stand by one thing though, “something” is moving. Either wasteboard flex, loose v wheel, loose pulley set screws, local highly focused earthquake.
@TK-422 - Chris, Your thoughts do give me one more option. It’s possible the entire center column that houses the z-axis elements and router could be rocking left/right. That would indicate loose v-wheel as @DanoInTx just mentioned. I’ll check them.
The aluminum block holding the router - I just reset and leveled it to my spoilboard before running my last test that you see above. Hopefully that’s not the issue. z-belt seems nice at tight, “guitar string tight” as Will said. Maybe there is a screw or fastener I’m missing?
Either way, I still wonder how all this accounts for the router cutting down past the bottom of my stock on one side, then leaving slightly more than onion skin on the other… of every separate object. I had another thought - most every uncut portion starts after a tab. I use 3D tabs. Anyone have reason to believe this is the cause? I’ll remove to test but thought I’d ask. Thanks!!
I mentioned in reply above to someone else that I’m wondering about the whole column that houses the z-axis and router. maybe a v-wheel on there or some other stabilizing element I’ve overlooked. i don’t know all my features and parts as well as a should now that I’m playing the role of CNC mechanic.
I’m in TX as well… not many big quakes here. But I lived out in Southern California for 9 years and I think ever CNC owner there has a legit reason to blame job malfunctions to angrily shifting tectonic plates. ha!
I’ve been in Fort Worth for 18 years, but originally from San Francisco Bay area, I’ve been through several;-)
Easiest/quickest way to check for something loose is to power up the machine without router running), grab hold of the router and shake it firmly, likely you’ll be able to feel if anything is loose and track it down from there. The steppers should lock it all in place (unless you shake it like a gorilla).
@DanoInTx - Dallas (Allen specifically). I was just in FW at the Lumber Co of FW.
I did turn it on, tried moving along X, Y and Z. None move in that regard. However, the whole z-axis tower moves slightly, rocking up and back, or down and back. The pivot point seems to be the v-wheels on top and bottom of the x-axis beam. Right now, I’m tightening bolts, but not sure how any of them will stop the movement. I’ll see if the v-wheels tighten. They are engaged with the gantry, but still rock slightly forward/backward. I suspect that the uncut portions occur due to pressure occurring upon the z-tower when moving forward/backward along y-axis. It does not really happen when machine moves only along x-axis.
@WillAdams - I did on the z-axis, but I just went through and did the others as well. I followed the recommendation on your link. Found that the y-axis bottom v-wheels were all loose. And it is while moving along y-axis that the fully cut and not fully cut portions occur.
I’ve made many adjustments to the machine now so it seems time for a test. Thanks!
Coolness, sounds like you may have found your issue. Be sure and report your findings here so others can follow your path.
Lumber Co of Fort Worth? I’ve never been there or even knew it existed. Will have to check it out!
I’m actually in Haslet, right at the edge of Tarrant and Denton county. I actually pay property taxes to both. If you go about 10 miles straight West from Texas Motor Speedway then you’re in my garage, haha! Good to have another ShapeOKO user close by.
Lumber Co of FW is neat. Only been once. You actually get to go into the clean warehouse and see everything. They do have some hardwood as well, long and thin pieces mostly. but some are rough cut. Good prices. Really nice staff.
I’ve only been as far West as the Speedway, but I get the general area you’re in. Not crazy far away. Contact me whenever at brian@woodengenuity.com
Okay team, what else have I overlooked? My z-axis tower rocks up/down slightly, but the “play” seems to come from the v-wheels and that appears unavoidable. They all engage and have been tightened. Hey must have some freedom otherwise they won’t turn. Nothing else seems to move or be loose.
@WillAdams - I know I’ve not tried your pocketing option, but it’s because it would double all my cuts. Meaning more time and more wear on bits. What I could do is try it on one or two shapes instead of the entire file.
The example in your link you recommend the offset distance to be:
I’m not using aluminum, rather a special plywood. I use GWizard so I do have a chipload number shown, is that what I’d use? My bit diameter is .24-ish.
Could I simply make a pocket cut that is .2 or so inside the desired cut path? Then run the cut for the full depth at desired cut path?
If you mean the depth of cut per pass, yes that’s roughly what my setting has been. If that is too deep per pass, then I’m getting the wrong data from GWizard. Or using it wrong.
@WillAdams - I’ll run a test here with lighter depth per pass. See what happens.
Per your vacuum question, my hose has plenty of slack. Mounted from above. It may get a little snug in one corner, but my ‘problem’ occurs equally across the job. Good thought though.
I haven’t used gwizard, but I don’t think it takes machine rigidity into account. You don’t have a heavy duty mill, so you will most likely need to back off some numbers.
On a profile cut like that, I’d try 3mm depth at 1500mm/minute (or less to figure this out)
Get a video yet?
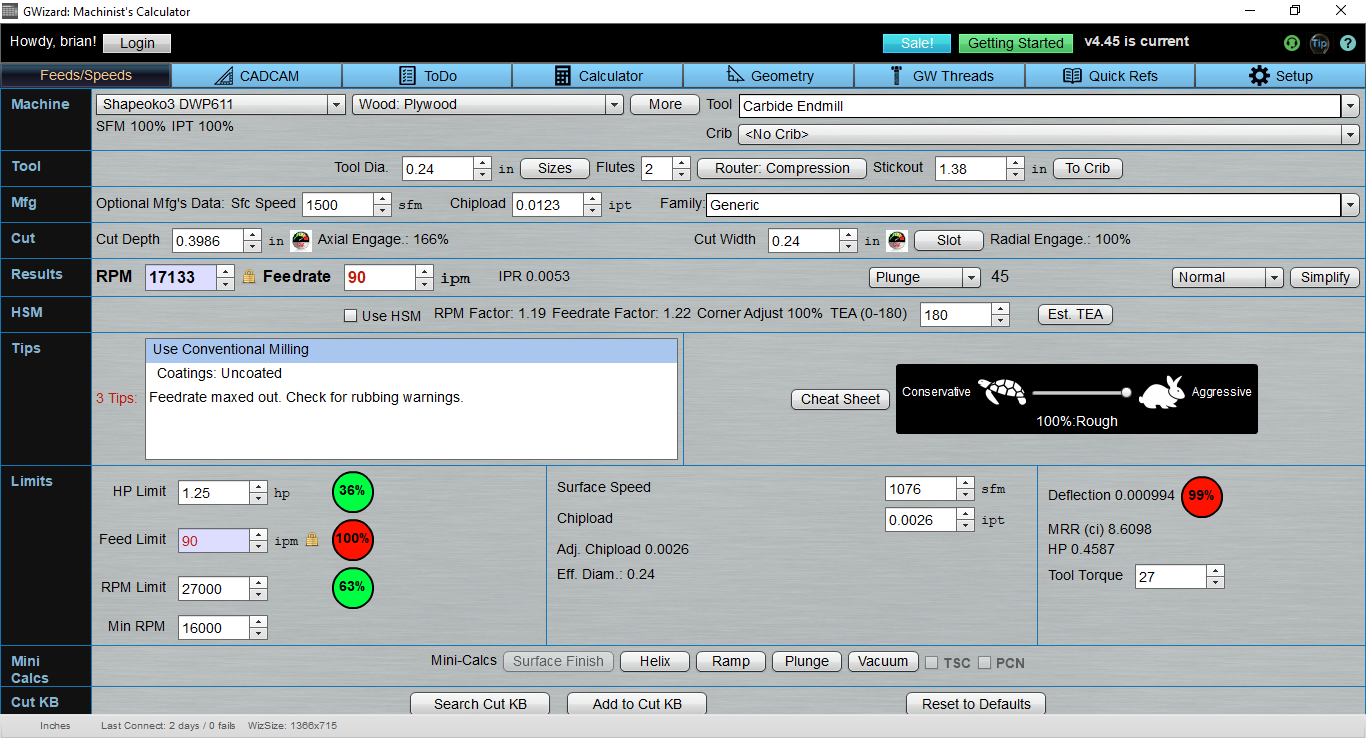
@neilferreri - Here’s a screenshot of my results in gwizard after entering my details. It actually has Shapeoko3 with my router as an option. As for rigidity there is a dropdown on the right - select Normal or Rigid. Not very specific, but I always pick Normal. But agreed, mine is far less than commercial/industrial machine.
But the results in the picture show an even more aggressive recommendation than what I’m using.
I’m surprised by those numbers. Maybe someone that uses gWizard can chime in. Based on my experience, try the values I gave in my last reply. If nothing else, it’ll help rule being “too aggressive” it as a cause.
Those wheels really shouldn’t turn freely super easily. I adjust my eccentric nuts while turning those with my finger until they stop moving. If they are still super freewheeling then your eccentrics are still not adjusted properly, and/or the top V-wheels are loose.