Hi!
I’ve been trying to cut some parts out of aluminum with very limited success using Fusion 360 to generate gcode.
I’m doing a 2D adaptive clearing operation to cut out some parts and it starts out well and then suddenly starts a continuous plunge in Z during the clearing operation. This happened the first time during the very first cut, and then today at the same point in the code, but on the second depth pass.
It seems to be happening right when it starts the real adaptive clearing.
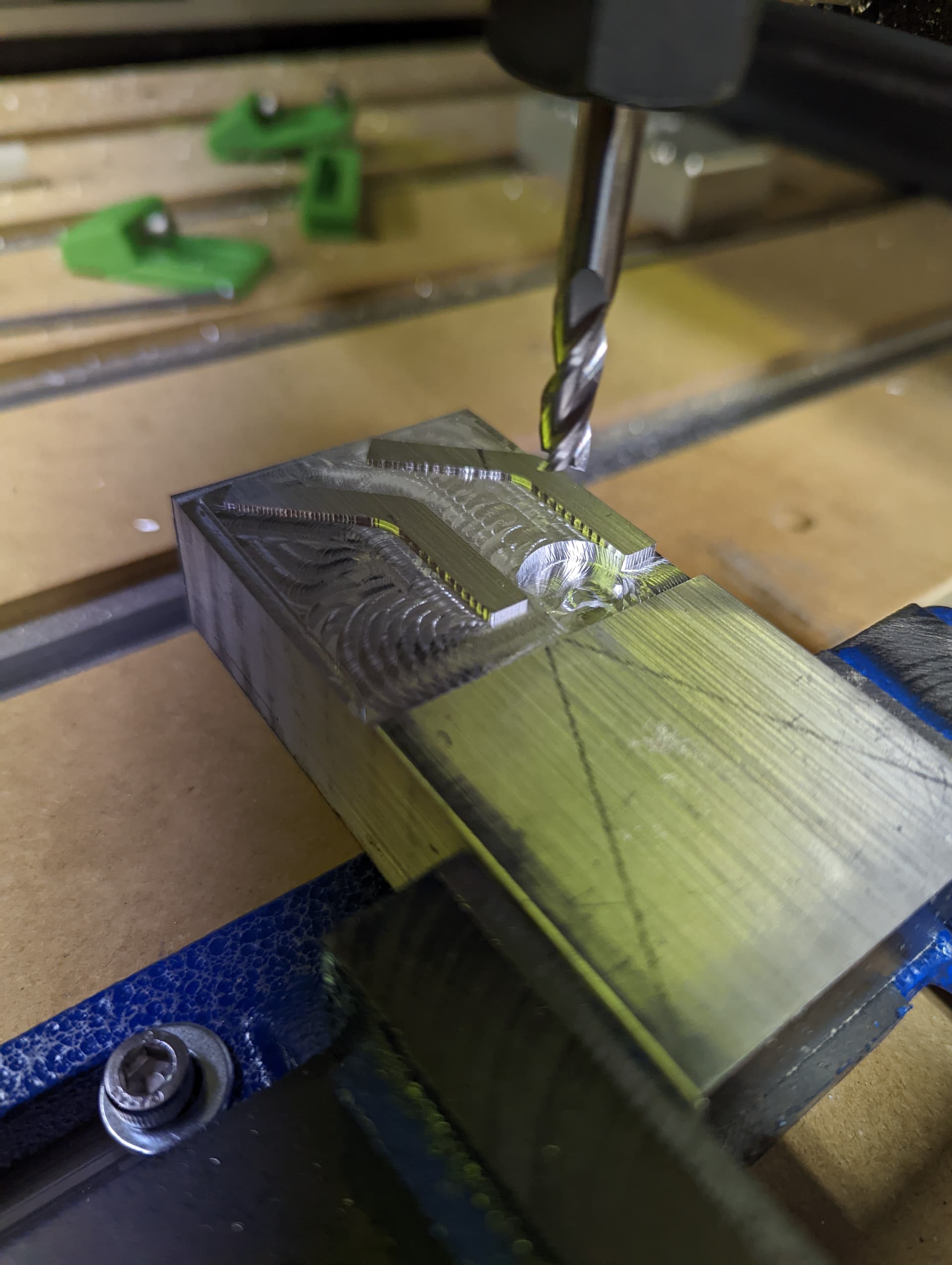
The toolpath starts with a relatively straight cut around the perimeter and then it starts doing the adaptive passes into the center of the stock. The first depth cut TOTALLY fine, the simulation doesn’t show any plunging, and viewing the gcode in a 3rd party viewer doesn’t show any plunging.
The plunge starts at the bottom right corner of the cut area visible in the image. As soon a the bit enters the part on the right side of the stock (in the image), it starts moving downwards continuously as it cuts.
Mechanically, the z-axis is rock solid, the bit is tight in the collet, etc.
This is my first cut with gcode from fusion 360. I’ve been able to do simpler cuts with Carbide Create without a problem
Any help would be appreciated!
I had something similar when I started aluminum. It was the bit slipping in the collet. The wrenches that came with the machine weren’t getting the collet tight enough. After getting some new wrenches, I haven’t had a problem with that.
Oh, interesting! I figured that if the bit were loose, the bit wouldn’t want to slip DOWN, rather it would have a harder time plunging in, but i guess given the spiral on it, it wants to bite deeper. I’ll try tightening the crap out of it. Thanks @crpalmer !
Also try marking the bit with a sharpie or something like that. That way you can see if it’s actually moving, and it’ll let you rule it out if that’s not the culprit.
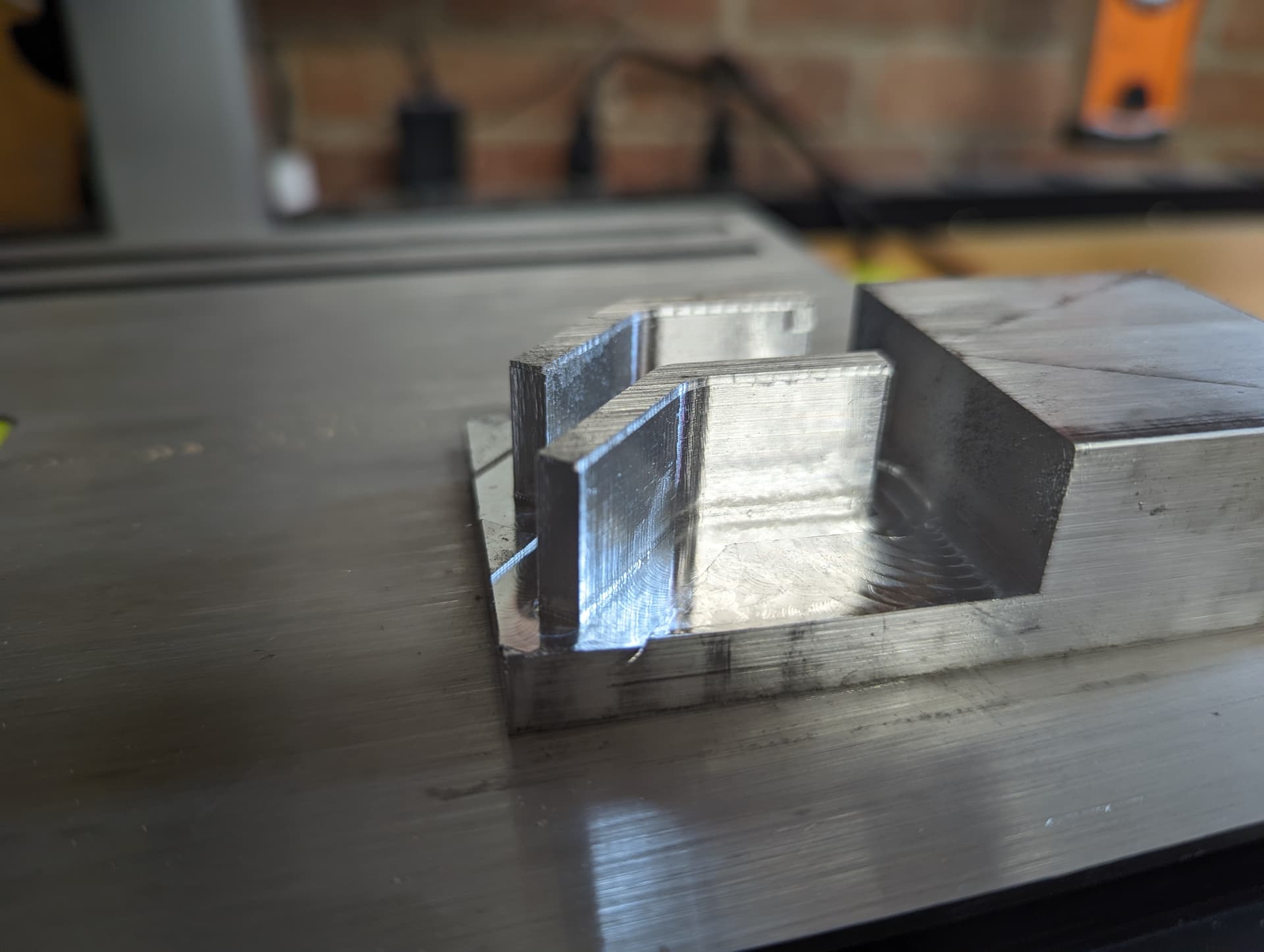
In that picture, it looks like the 2nd pass is twice as deep as the 1st.
If I look at your g-code, it looks like about a 2mm stepover with a 1mm DOC ??
What bit is that? That may be just a little too aggressive for that machine.
I might also recommend coated tools (ZrN) and coolant/mist
It’s the #201, so 0.25", 3 flute. I seem to be getting good chips but I can double check. Because this is an adaptive clearing cut, I’m definitely being more aggressive. Will double check my math
Cutting dry with the tool hanging out that far, Looking at CC tools for aluminum & FSWizard for 6061-T6 aluminum, I would start with
13000 RPM
600 mmpm (Or leave at 1000 mmpm, but start out at 60%)
1mm DOC is OK. (Might even be able to go a little more)
0.75 mm Stepover
You can then nudge your feedrate up an watch how it behaves. As soon as you hear “tick, chunk” or the vibration gets louder / rougher, pause & clean the tool & slow it back down.
I’m cutting aluminum now & trying to dial things in on my HDM. I’m more aggressive than CC, but wimpier than FSWizard That said, I just ordered a misting system. “Spit on it!!!”
So, I was definitely loose on my collet. I tightened it up and AGAIN it started plunging. I took it out, and it appears I was using the stock shapeoko collet. I swapped in what I think was the precision collet and immediately could tell it was a tighter fit. I tightened it down (not crazily) and then was able to finish my cuts. Surface finish looked better during the cuts as well.
I found that 60% of my feedrate sounded ok so just kept it there.