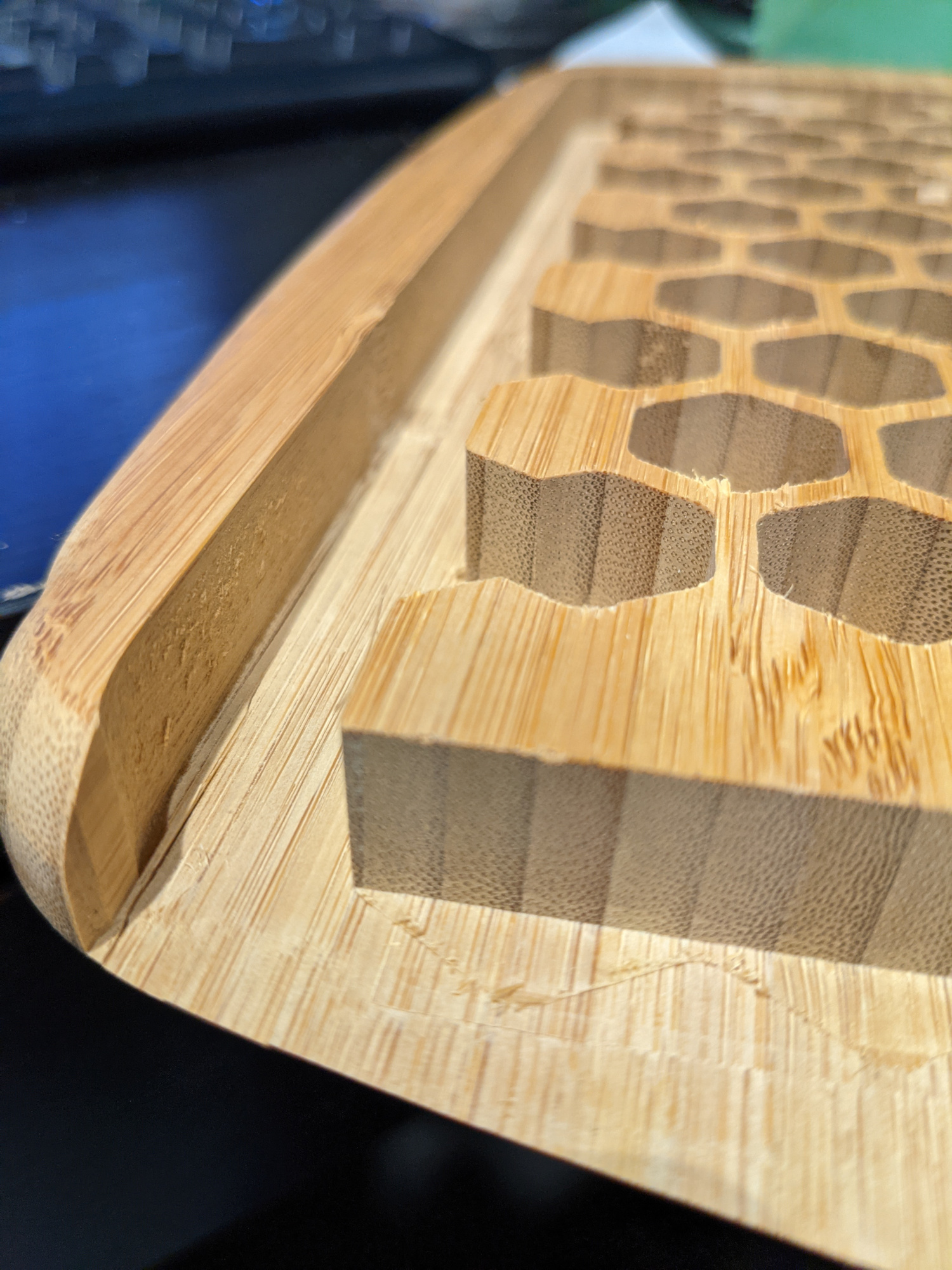
So I made an “interesting” error today. I had a lot of deep (15mm / 0.6") pockets to cut in bamboo, and of course I went for adaptive clearing for roughing, and I thought “well, I’m sure I can pull off using a single 15mm depth pass if I keep my WOC small enough, to optimize cutting time”.
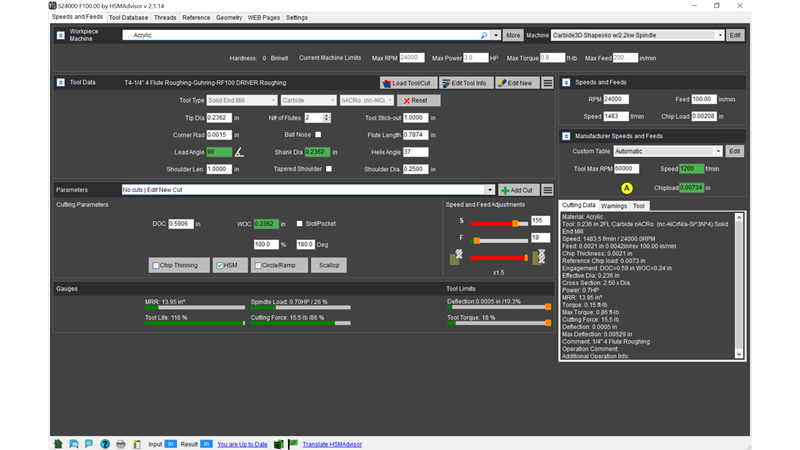
6mm 2-flute, 24000RPM, 100ipm, 0.03" optimal load (WOC).
Sure enough, cutting the pockets went just fine.
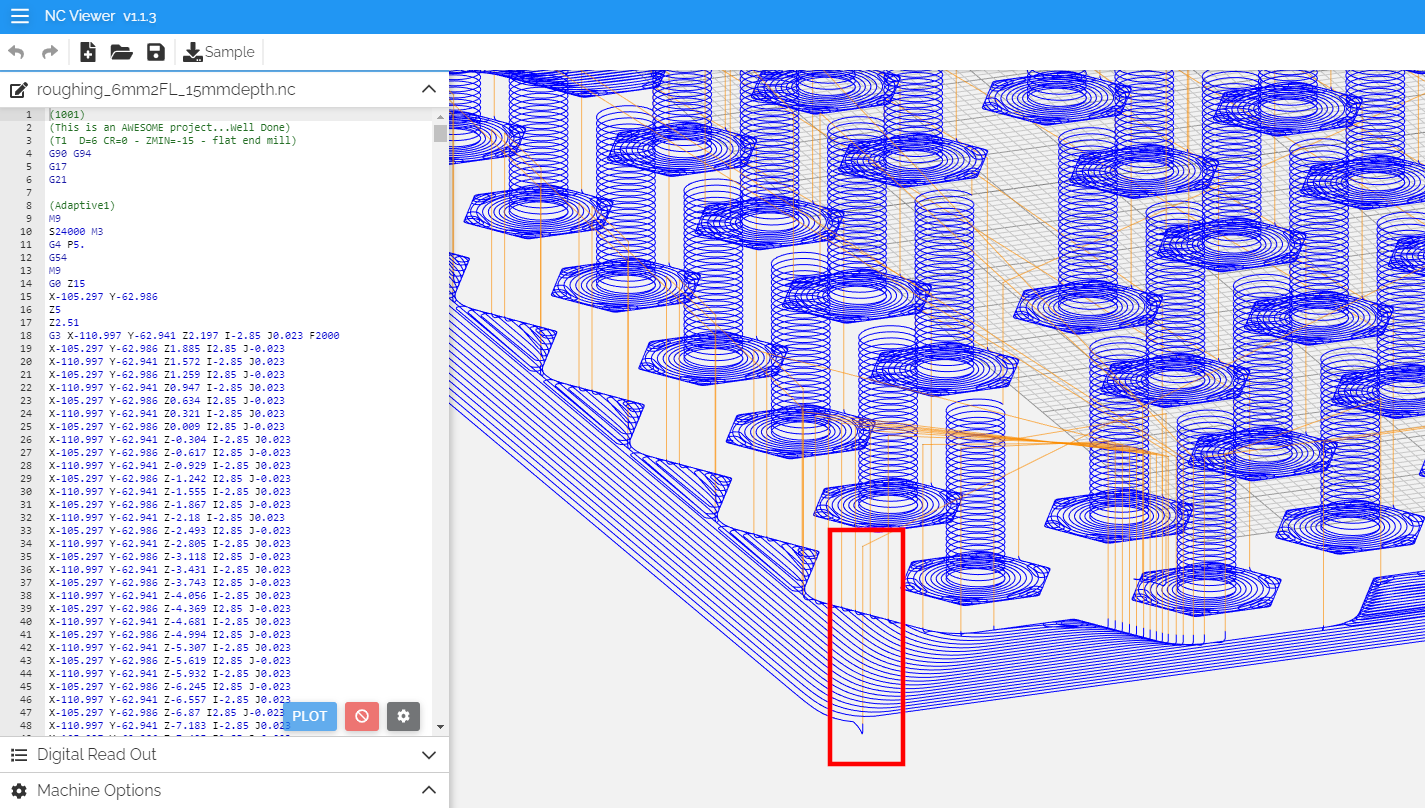
But…somehow I overlooked the fact that my adaptive clearing toolpath boundary was such that the same toolpath would also cut the outside perimeter of my piece, and I also happened to have declared a stock dimension smaller than it actually was. Which resulted in…Fusion generating a toolpath that would then plunge my endmill all the way down to 15mm depth, and then starting to contour cut at that depth. Except in reality I was not outside the stock at that point, so I ended up SLOTTING at 15mm DOC and 100ipm 
I mean that plunge right there and the following straight cuts:
Now for the interesting part: it ALMOST worked. Don’t ask me why I did not hit the E-stop, curiosity got the better of me. The machine managed to cut almost all around the perimeter, leaving packed up chips chips in its trail that the dust collection was not able to remove, before the X stepper temporarily gave up, lost steps for a while, but then the cut continued almost normally. So I was apparently not far from the maximum acceptable force that machine can take.
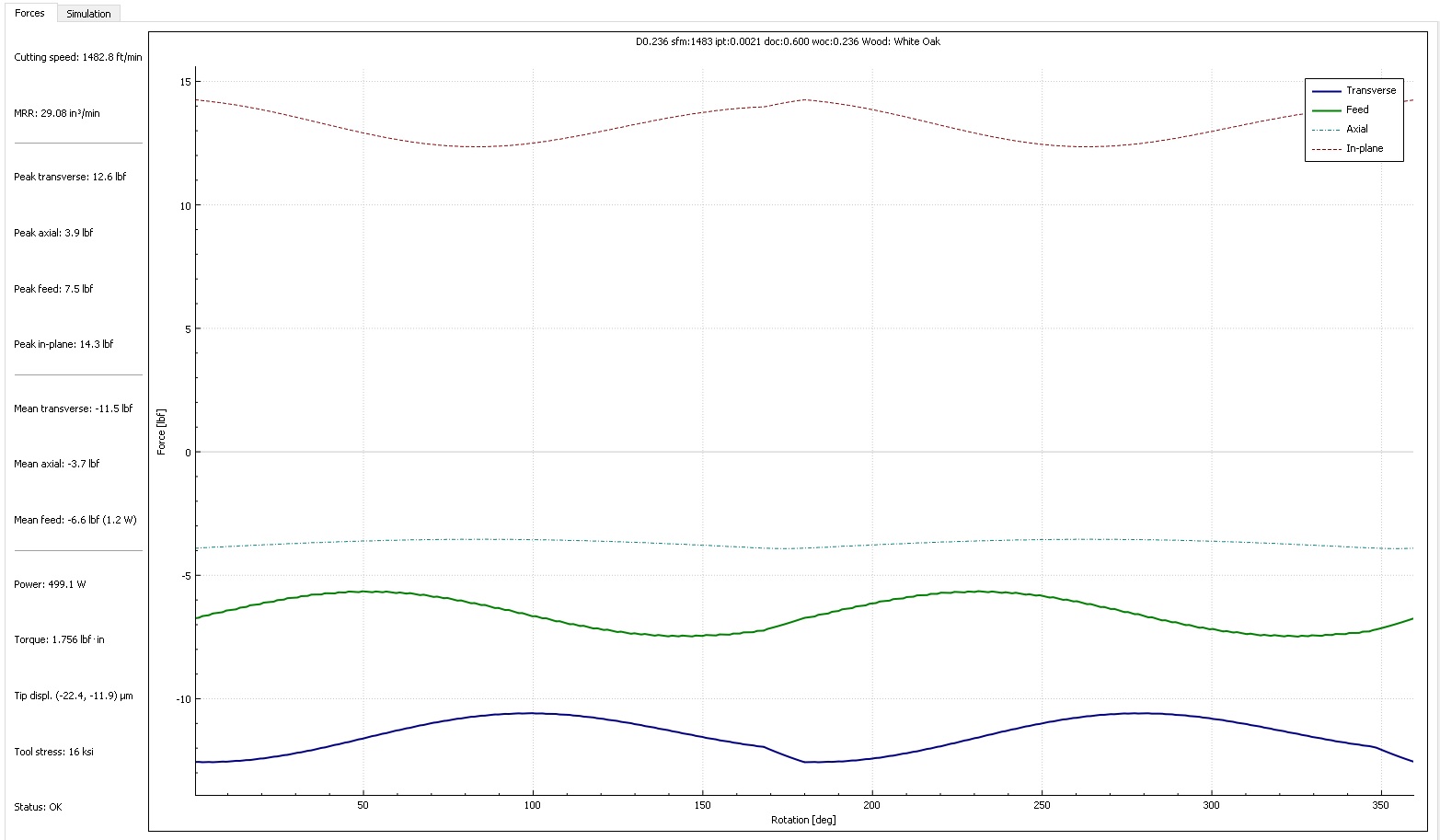
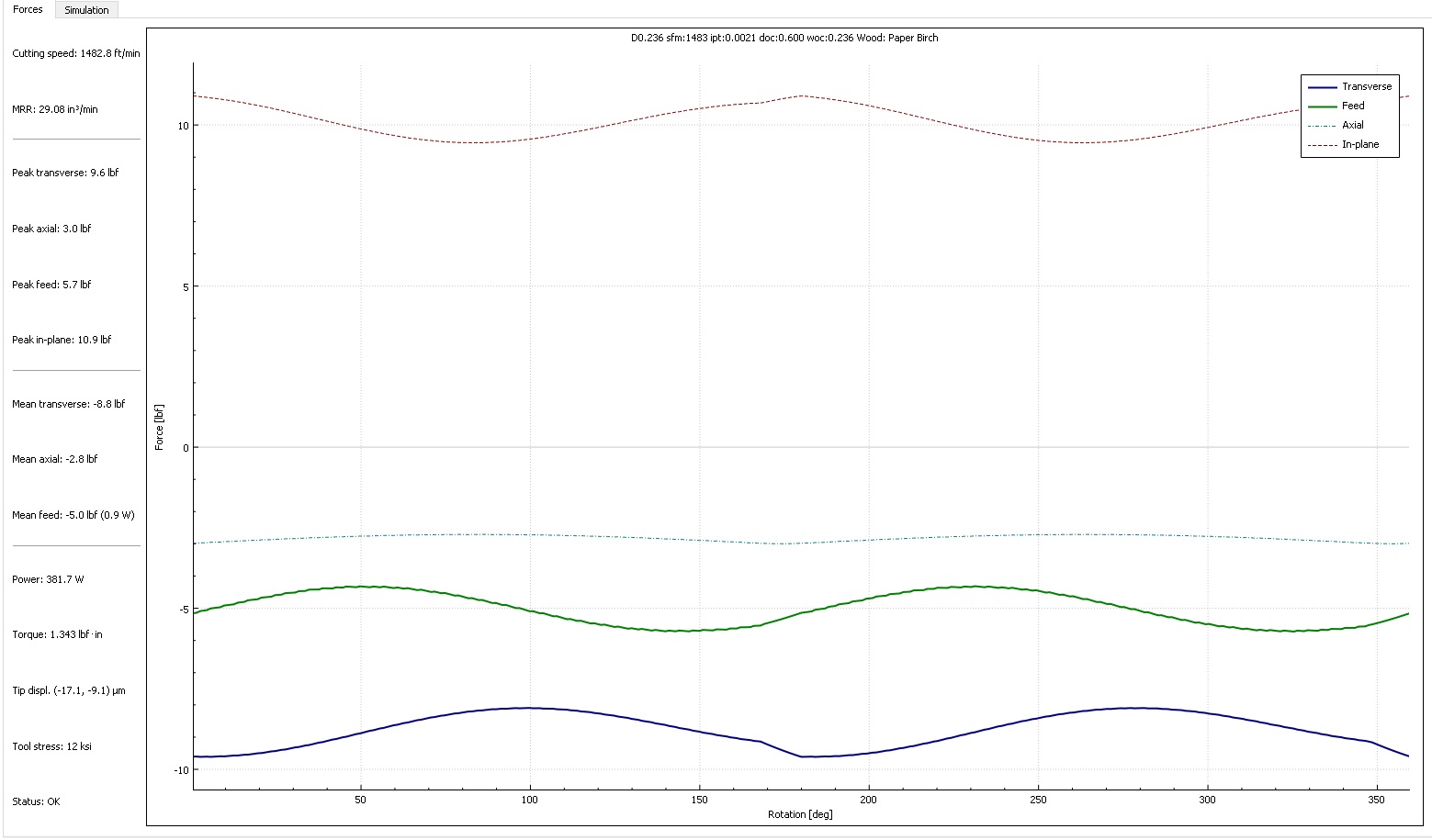
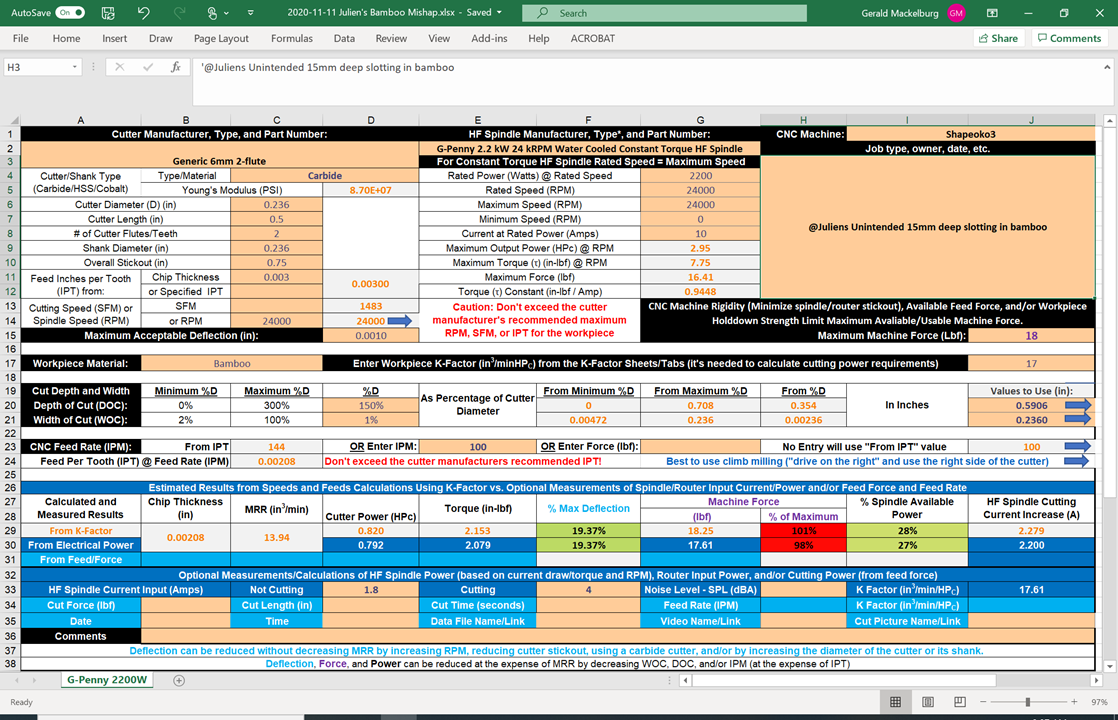
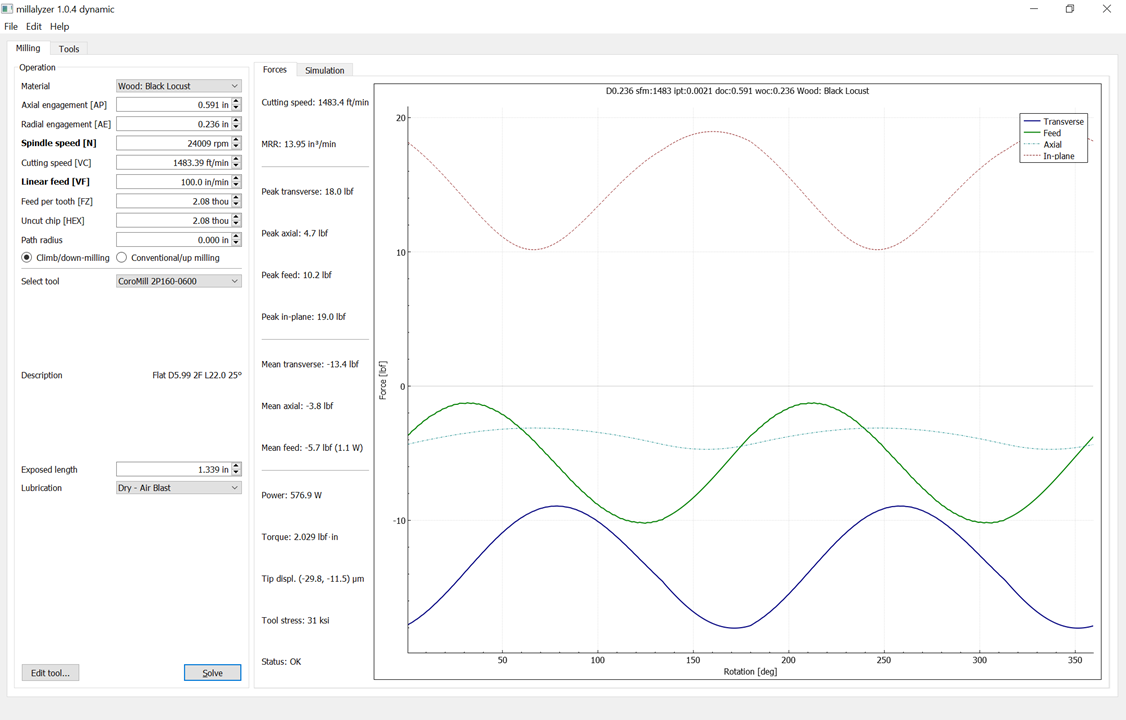
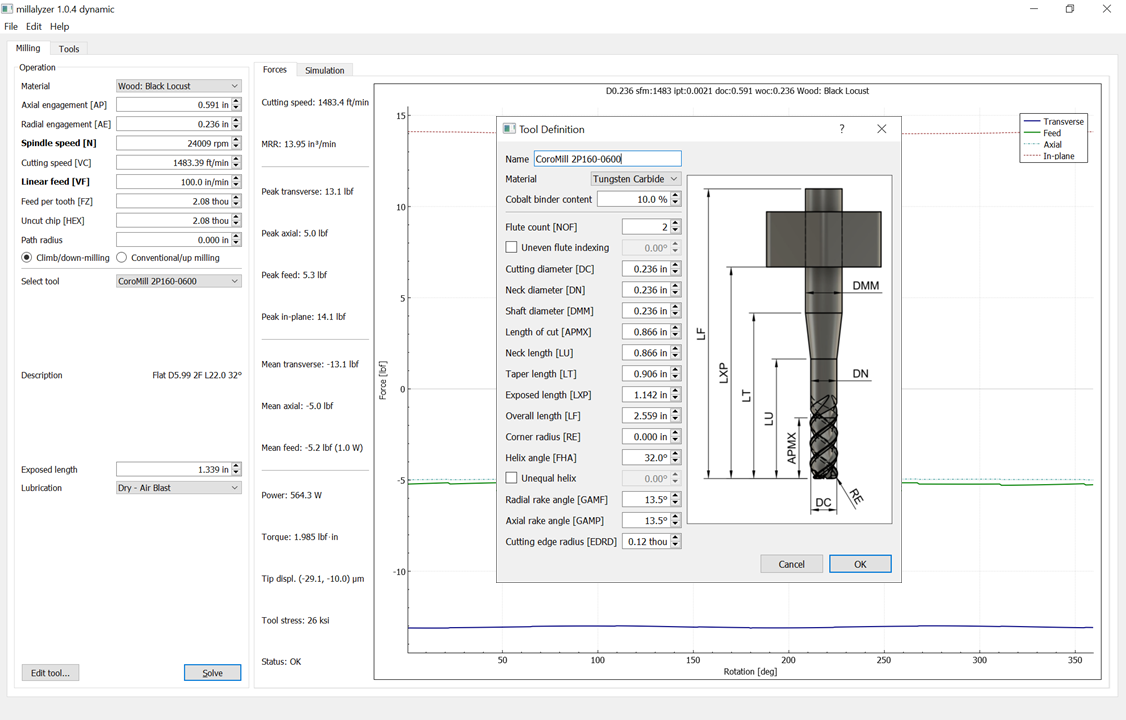
I wanted to see how far this unintended cut pushed things in theory, so I fired up @gmack’s spreadsheet and got this:
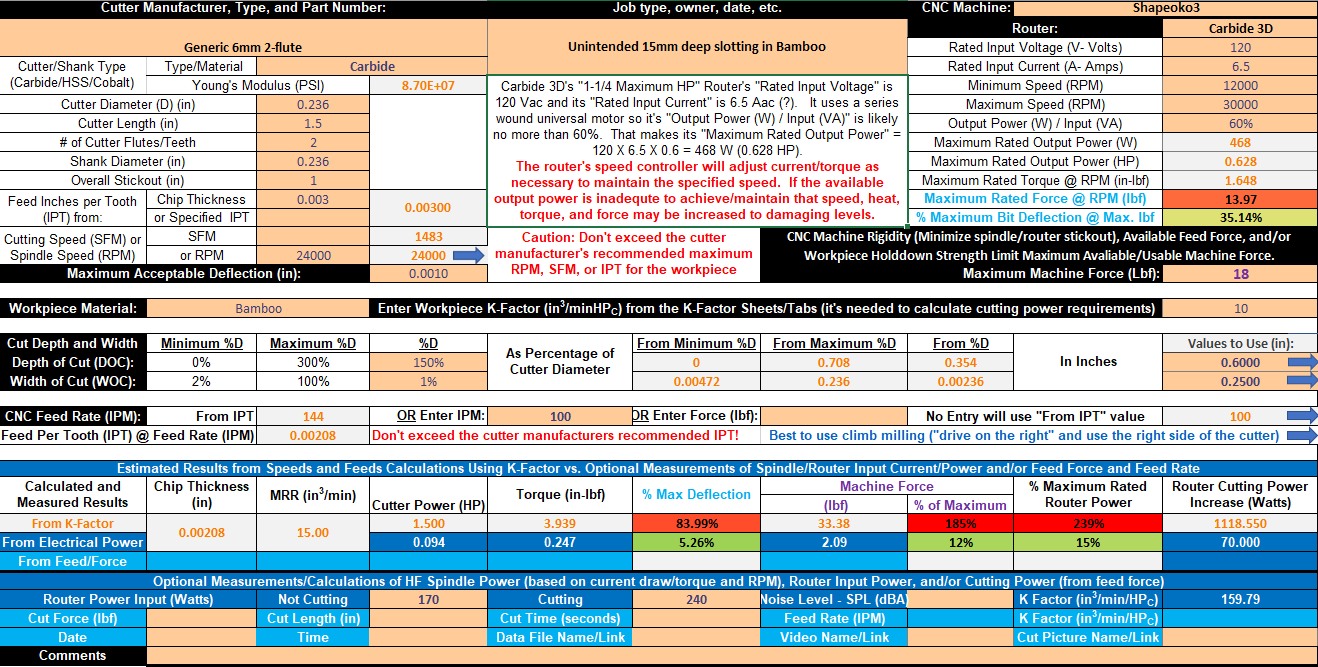
Let’s ignore the power stats, as I did not fill the “router” section with the right values for my spindle.
Unless I made a mistake in there, this tells me I had 33lbf of machine force during that cut, while the Shapeoko limit is (experimentally) around 18lbf. And while I did lose steps, it only occured for a short while, I would expect twice the max cutting force to bring the machine to a halt, almost ?
@gmack (and others), your opinion please?
By the way, the Shapeoko is a TANK. No visible harm after that mishap, it’s now happily cutting a corrected version of this.