Hey all! New to CNC (but not engineering) so still getting my feet wet:
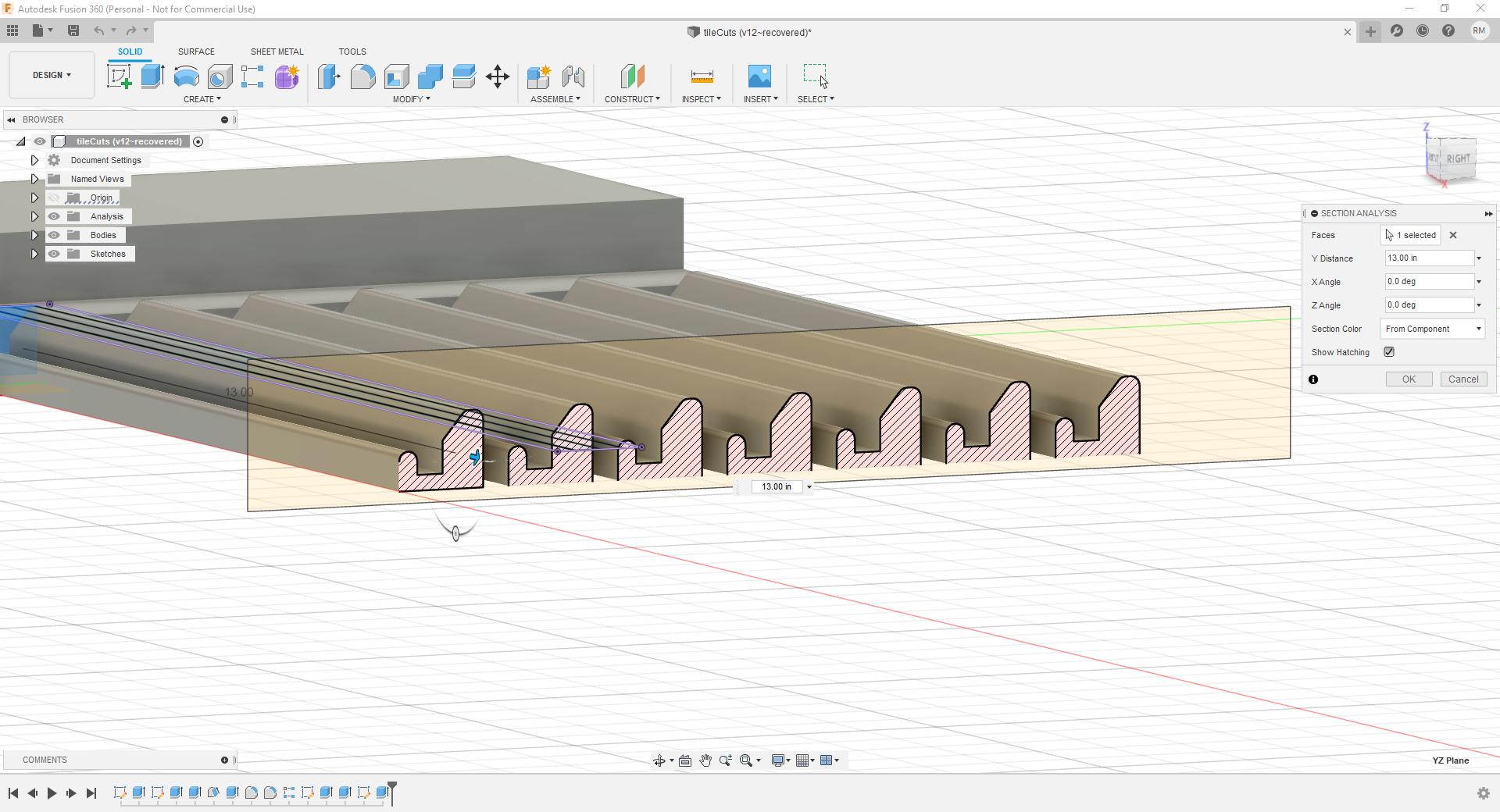
I designed some simple card-holders for a board game my friends and I play. About 1"x1"x20". I designed them to make a batch of 7 out of some long pieces of 2x12 (pine). The slope on the card holders is 40 degrees off of vertical. The fanciness with the extra stock is to ensure that I don’t crash the sweepy into my stock, as my maximum cutting depth is ~1" and I need to get to the bottom of my 1.5" deep stock.
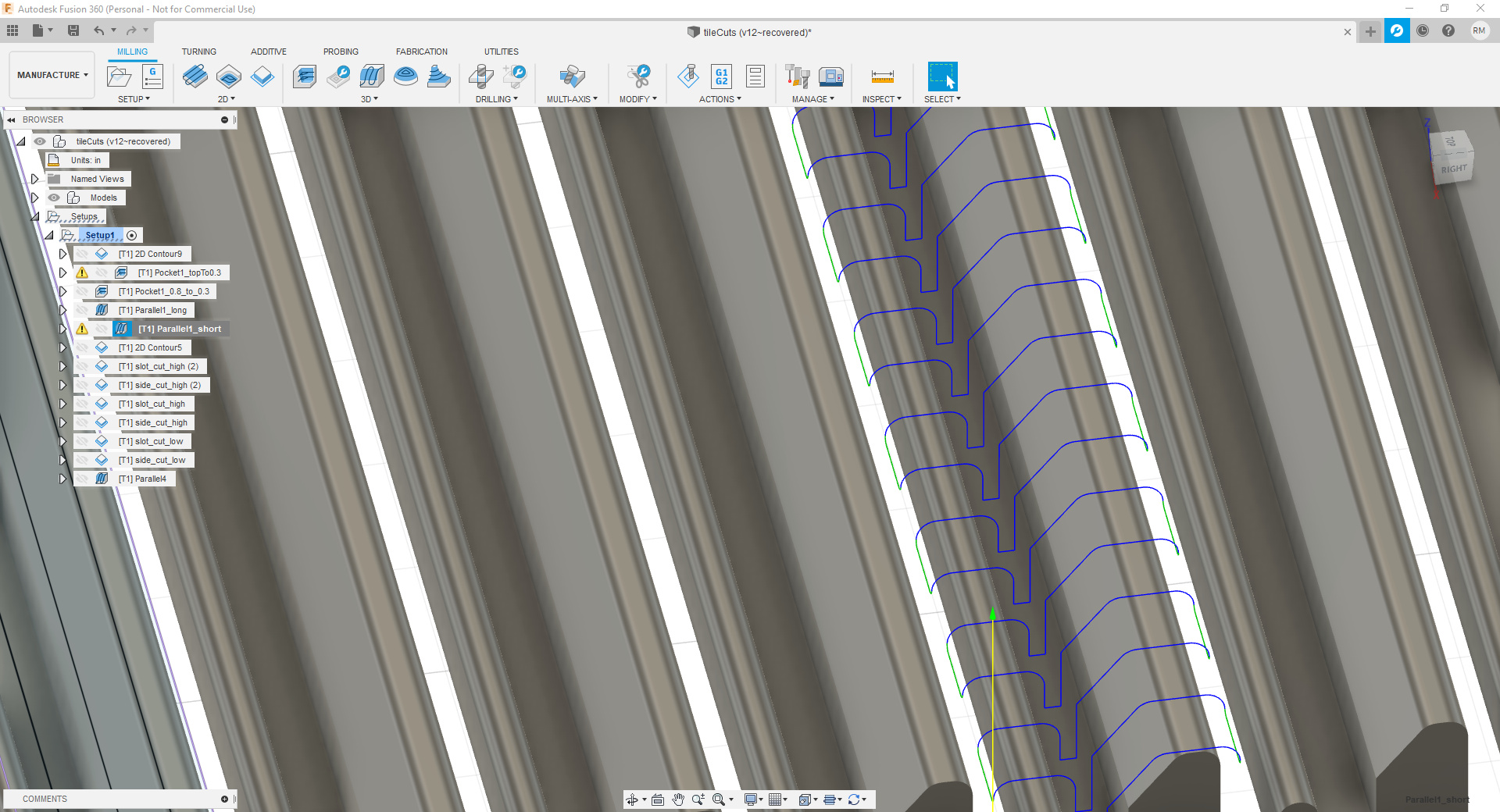
3d pocket clearing for the bulk of the material, parallel toolpaths for finishing. At the time, I didn’t have a ball-nose so it’s all with the carbide 201 (1/4"; flat), so I performed both length-wise passes and perpendicular passes. The attached figures give you an idea of what’s going on (the parallel toolpath has been edited to make it easier to see in a picture - the true path has 1/5th the stepover
To my surprise, the resulting finish was very good as the endmill travelled upwards on the workpiece, but then significantly roughed the piece back up as it travelled downwards. A very surprising result! I reproduced this result with my ball-nosed 1/4" endmill which recently arrived. In short, the surface finish is much better if I only perform up-milling passes.
In this figure, the upper-right is a (slightly worse version of) the surface finish from up+down milling, whereas everything else is the surface finish from up-milling only.
Why is this happening? I would expect to see similar performance on up-milling versus down
If I were using a ball-nosed endmill, would it be reasonable to simply perform a parallel toolpath along the length of the part and expect good results with a 1/4" endmill?
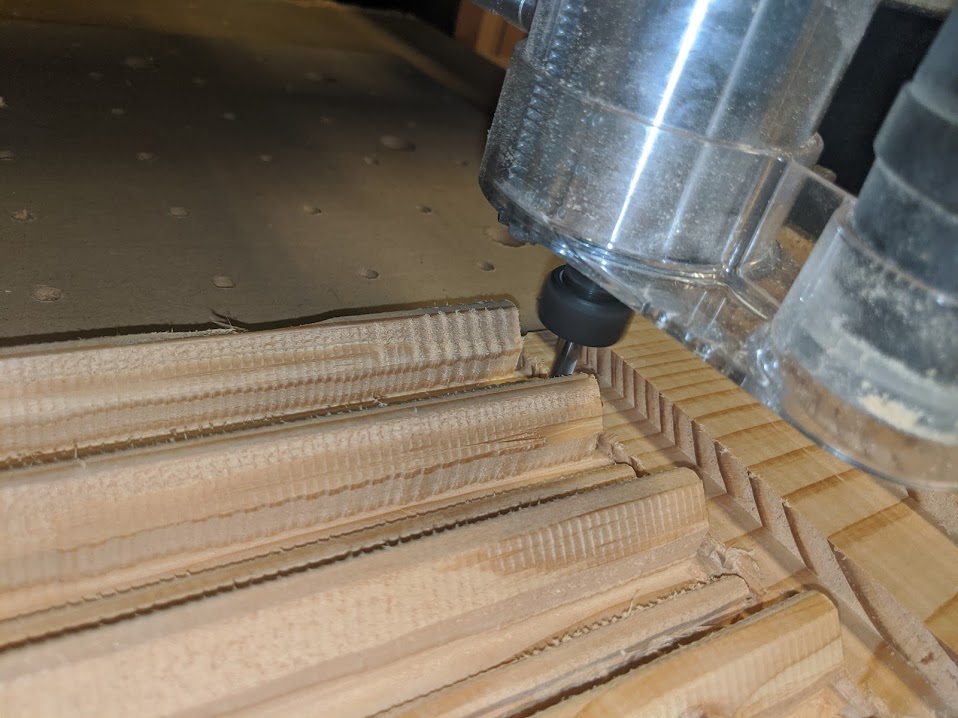
While making this piece, my endmill slipped out of the collet three(!!!) times during my 3d pocket op: halving the DOC made the problems go away. I suspect that this is because my feeds+speeds were way too aggressive (80 IPM; 0.4" DOC, which includes slots as it passes between the individual holders). I suspect that since the 201 is an up-cutting mill, the upwards force trying to pull material away pulled the endmill down, out of the collet. Am I correct?
3b. I think the right answer would have been to use an adaptive clearing, something like 0.5"-0.75" stepdown, 80ish IPM, but with a very shallow stepover ~1/3-1/6 cutter diameter). Only downside is that sliding between the slots will limit the MRR of adaptive with those little spirals. Thoughts?
I don’t know for sure but it reminded me of that video I watched yesterday about how you get a better finish milling from the bottom up rather than from the top down, (it’s for a sphere in aluminium with a ballnose but the geometrical principles apply), because of better tool engagement when milling from the bottom up. It may or may not be relevant, but here it is.
Interestingly, the same video I linked above also discussed how parallel toolpath are not optimal for shapes with very different slopes in them, because of the way it handles near-vertical faces versus near-flat faces differently, causing large visible steps (unless using a microscopic stepover). I would think perpendicular passes would be better (albeit longer), but other finishing toolpaths could be explored too. I’m still a newb when it comes to picking the perfect finishing toolpaths for a particular piece, so I experiment.
Yes, 0.4" depth per pass is quite aggressive especially for slotting cuts, and especially with a 3-flute like the 201 which have limited chip evacuation capabilties. This is likely what caused the endmill slip, that said an endmill is not supposed to slip in the collet if the collet is is good condition and the endmill is nice and tight in there. Have you have other occasions where an endmill slipped ? If so, you may want to consider changing that collet (or at least trying another one).
3.b. you can typically either go for large stepover and low depth per pass, or low stepover but large depth per pass using adaptive toolpaths. I collected my thoughts on this in more details in this section of the ebook. But basically, if you are slotting, I recommend a max depth per pass of 50% of the tool diameter. If you go adaptive, things get interesting to watch but indeed, sometimes it’s inefficient (like the case you mentioned)
Your best bet would have been to use a square endmill to machine the outside edges and the slot, then switch to a ball nose endmill and run a parallel toolpath to machine the contour features of the part.
First did an adaptive clearing, 1/4" endmill, 80IPM, 0.5" max DOC, 0.1" optimal load, 0.03" stock to leave
then, parallel passes with (endmill diameter/4) stepover. From left to right,
flat 0.25"; parallel up the ramp (upmill)
flat 0.25"; parallel up the ramp (up and down)
flat 0.25"; parallel on flat contours
ball 0.25"; parallel up the ramp (upmill)
ball 0.25"; parallel up the ramp (up and down)
flat 0.125"; parallel on flat contours <note that the engraving for this is incorrect; turns out I don’t have a 0.125 ball yet>
ball 0.25"; parallel on flat contours
From the bottom of the image up, we have <70 degrees; 45 degrees; 20 degrees; flat>
There are a few oopsies with this part (ie different holder settings resulted in raising my cuts needlessly in some cases and I learned some important lessons from my first time engraving text: you must be sure to also add the contour for interior components of letters, such as those for ‘B’ and ‘4’, or those bits will be milled away. Fusion 360 does not remove any material outside of the boundary, so it is safe to just cut down 0.5 and not worry about how far you want it to cut down)
That said, it’s clear that up-milling is better than both, and that flat contours are about equally good compared to going up, provided that the slope is not too steep and you are using a ball endmill. It’s pretty clear that you need to add extra passes for steep sections if you are doing flat contours on something perpendicular to your workpiece