Using the common Dewalt router and interested in what others find best to accommodate 1-5mm drill bits. What’s best to attach to Dewalt router that will hold various 1-5mm bits? Thoughts? Not finding a chuck with a non hex shaft.
For safety, you will need to source specialty drills which are rated to spin at the speed of a trim router.
The usual approach is to use a smaller tool and cut as a pocket.
1 Like
Look up Mill-Drills. They are designed to work at higher speeds. Regular twist drills will clog & heat up quick.
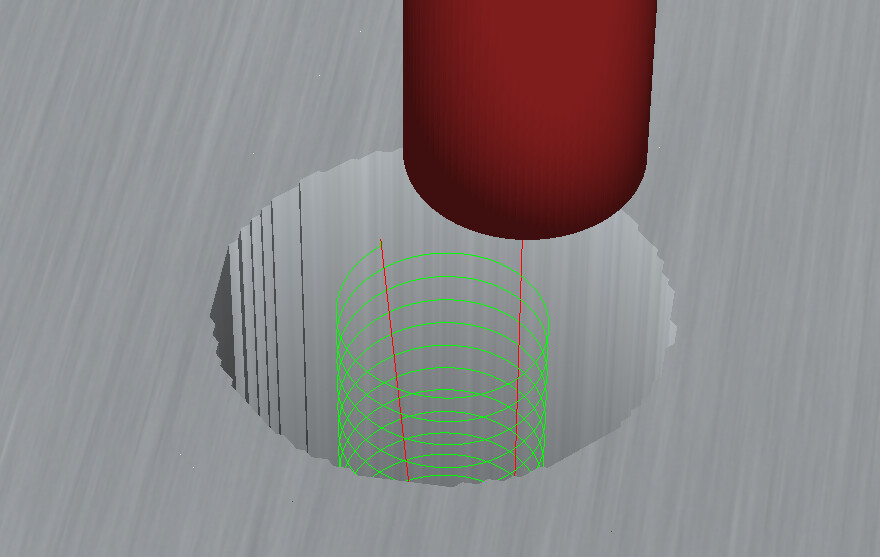
I prefer to “Hole Mill” if I can. Use a tool that is 50% - 75% the size of the hole & spiral (helical) feed to depth & make a planar finish pass.
In CC, use a contour path, inside offset, set the depth of cut greater than the max depth, set the plunge speed the same as the cut speed. Use ramping & adjust the angle to get the depth of cut you want with each revolution.
5 Likes
For very small holes it can be impractical to pocket mill. PCB drills tend to be rated for high speeds and are dirt cheap but they are a bit fragile.
The best thing I’ve used for sub-3mm holes would be “medical drills”
They are designed to true up hypodermic needles and have a much stronger core.
No affiliation or kickbacks from these, I just really like them. My go to drills:
3 Likes
I just circle milled a bunch of through holes in Aluminum using the CC 1/8 " 274z bit. It worked well. Most of the holes were prepping for tapping and a few for clearance or bearing diameter.
I used the CC recommended recipe. The ramp angle was 2 degs @10ipm.
A bit lasted pretty well, but got noisy, so I changed it
The holes for tapping seem to be a candidate for drilling, but I am learning that the range of diameters seem to be limited to basic 1/8 increments.
I was wondering if using a Mill drill to clear a through hole center, then circle mill the rest with a regular 1/8 end mill at full depth would be better.
Comments ?
1 Like
Yes, if you have a mill-drill that works well. The other option would be to hole-mill a smaller hole, then the larger one.
2 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.