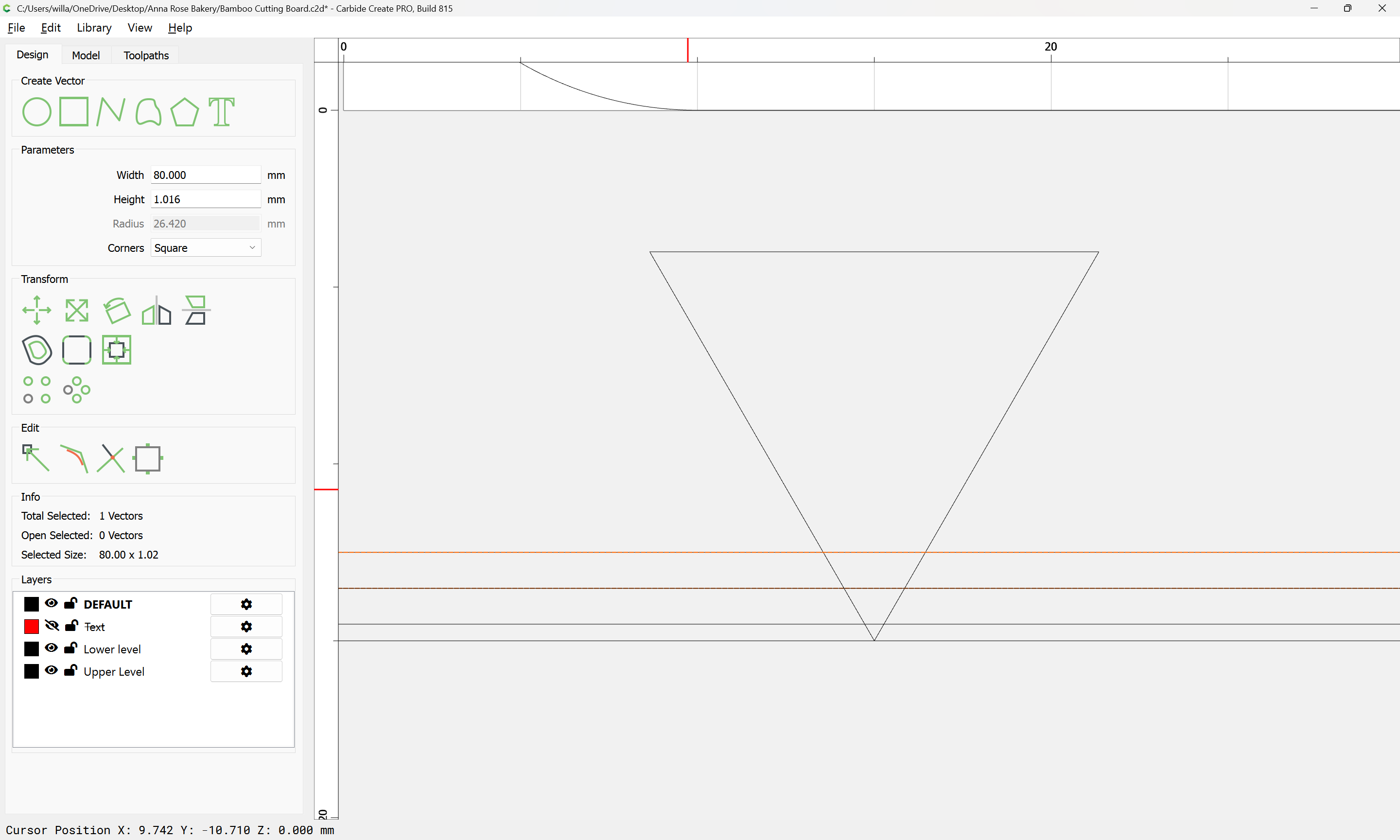
which would result in 2 passes with a #251 and leaving a thickness less than the 0.762mm Depth per Pass of an Amana #46200-K .125" 2 flute down-cut
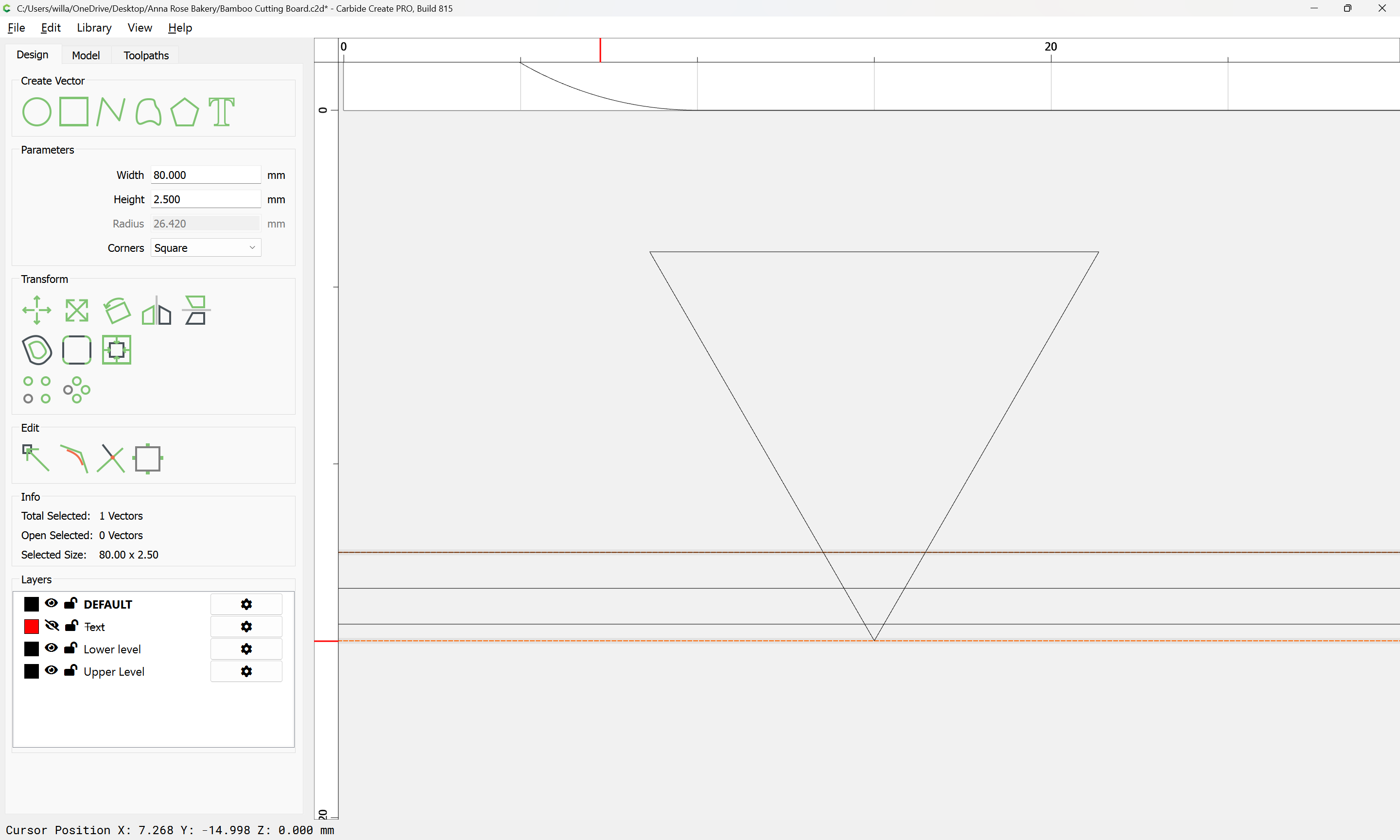
The question of course, is what regions the larger tool cannot reach in a given V carving and how the smaller tool rapiding through that uncut material would affect cut quality, or even the tool.
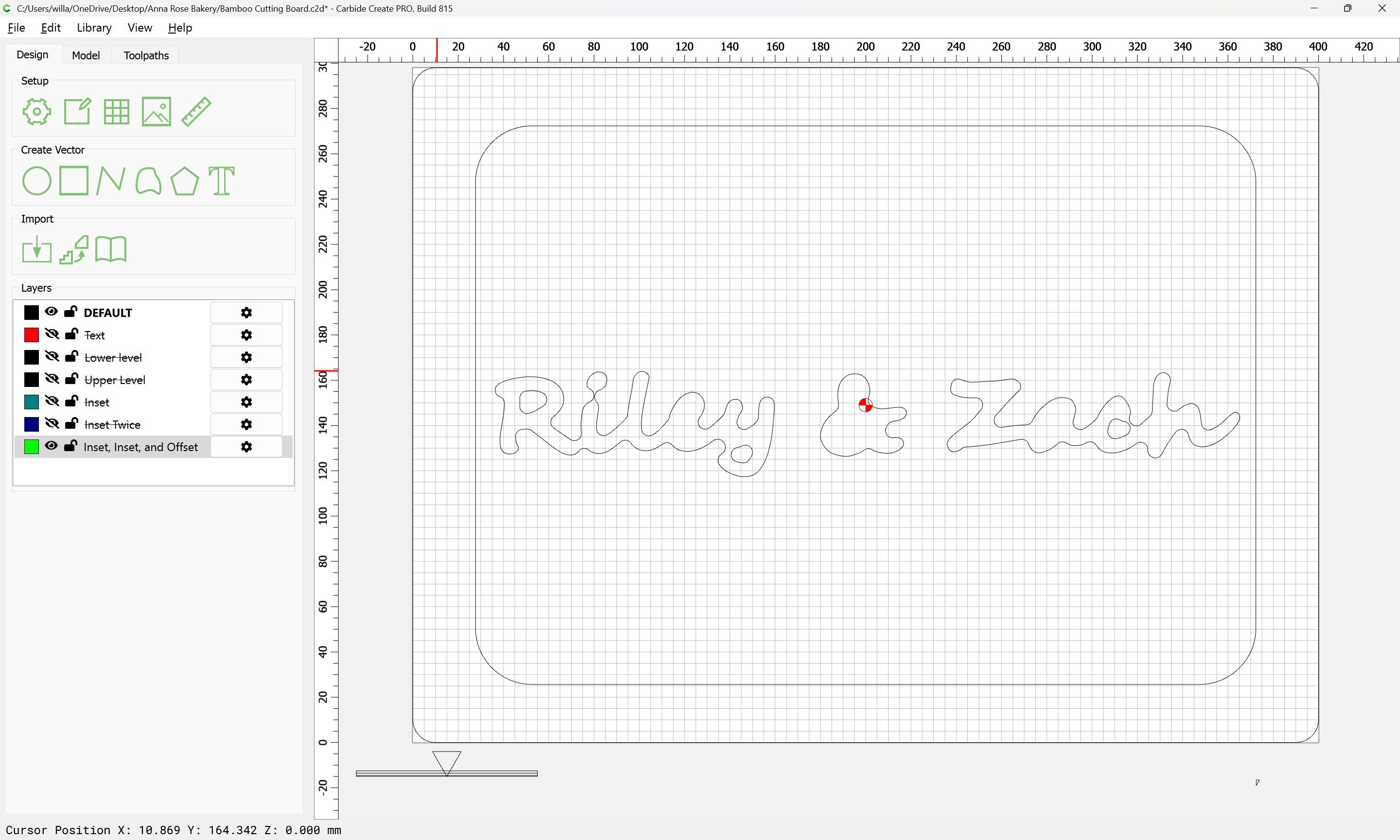
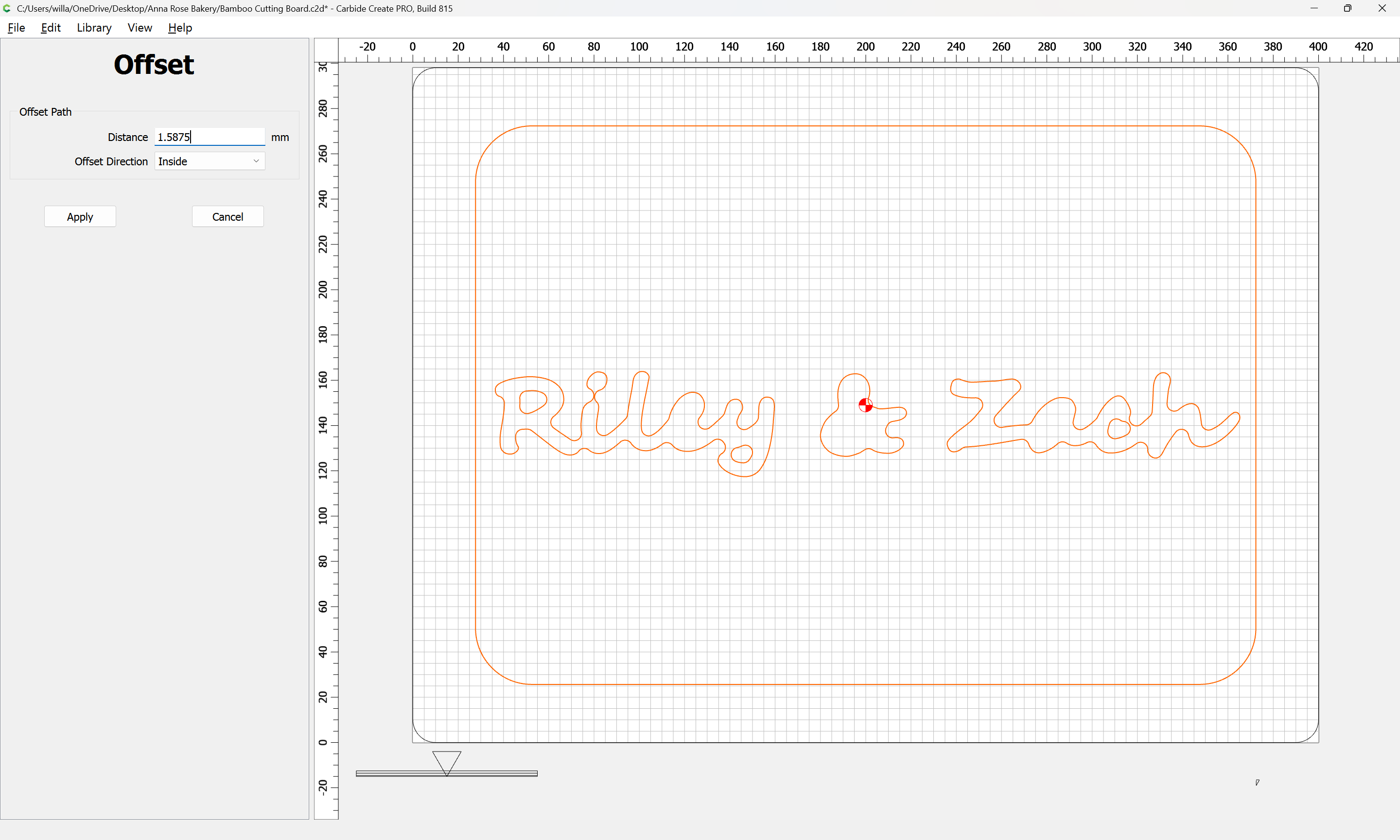
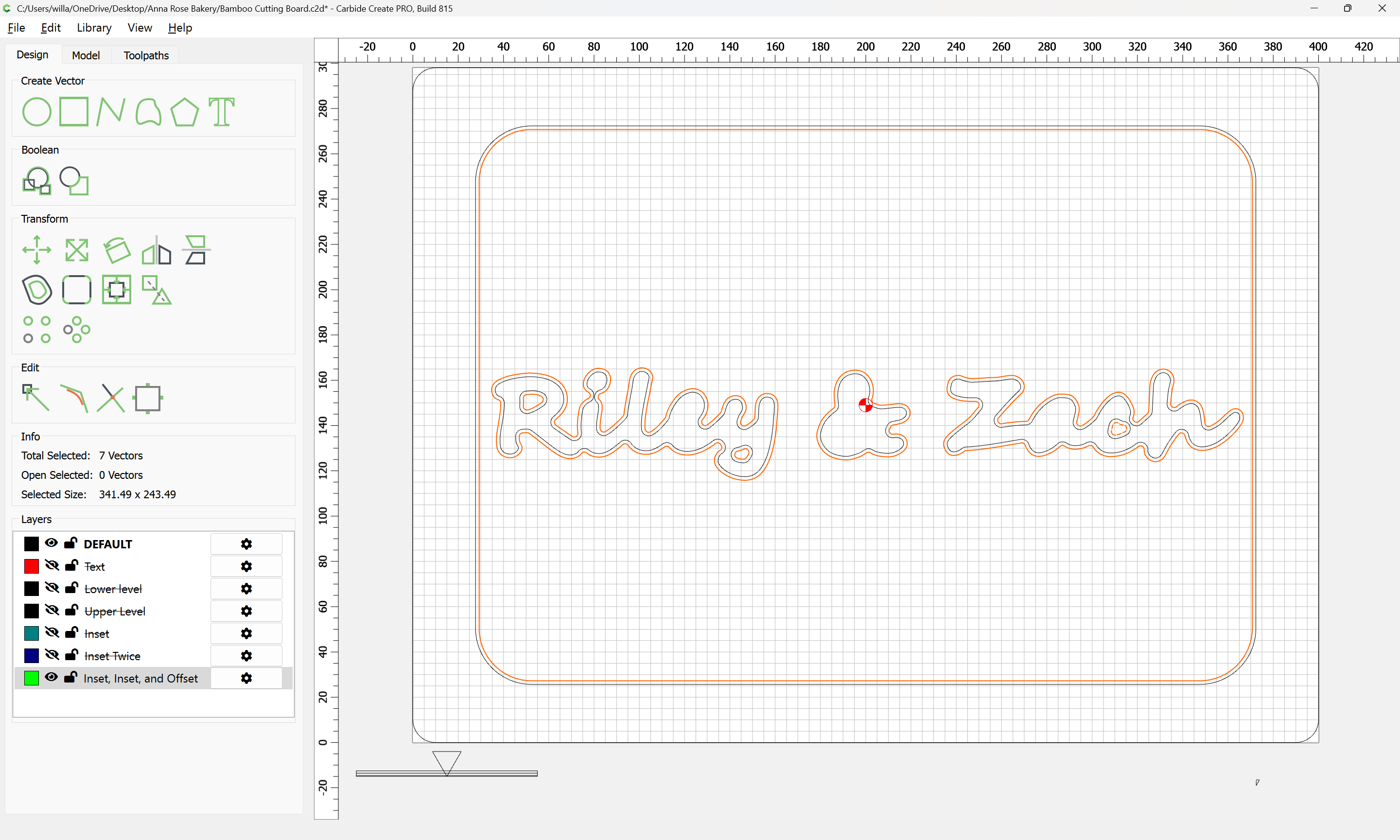
It should be possible to arrange the toolpath depths so as to get an idea of what regions would be left uncut — possibly with the addition of some inset geometry…
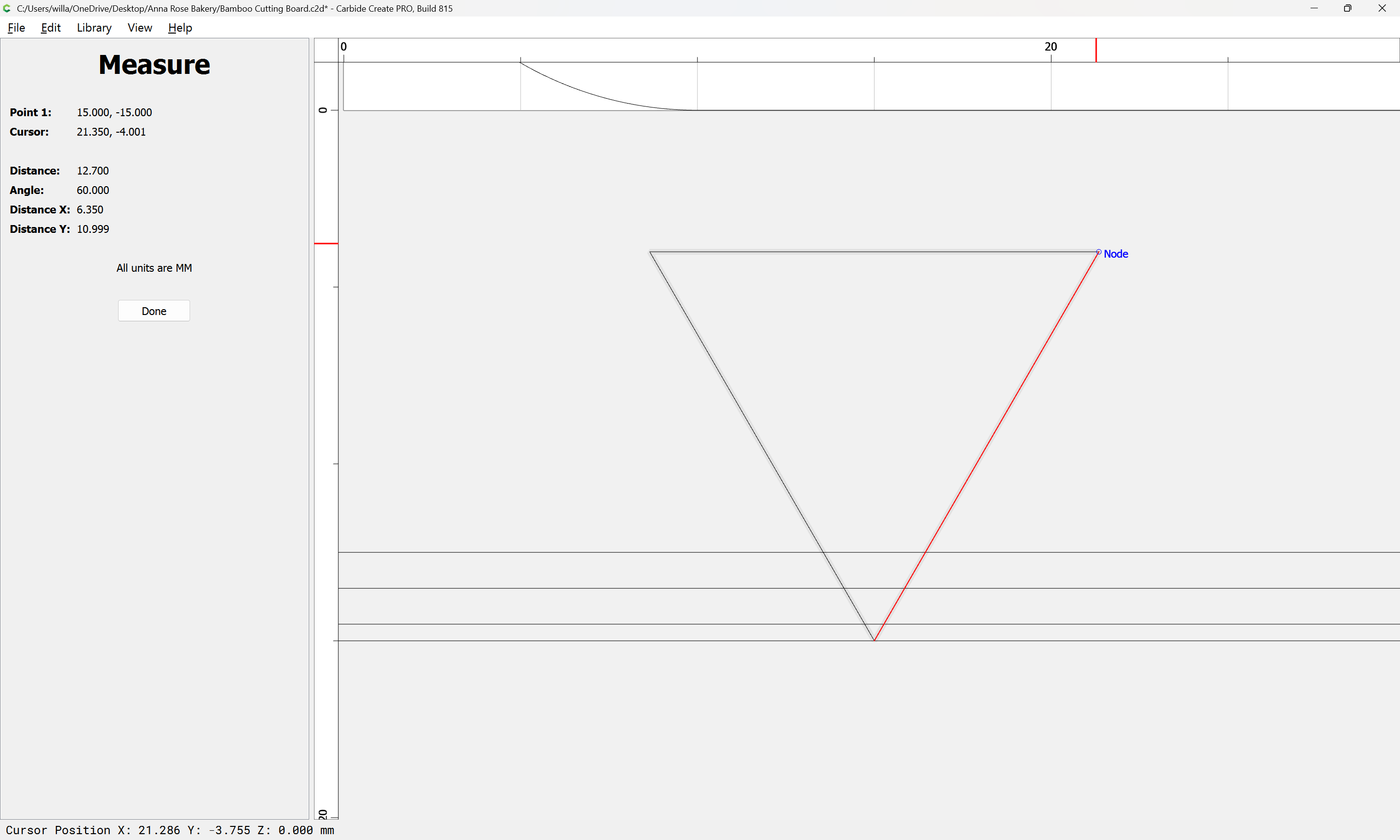
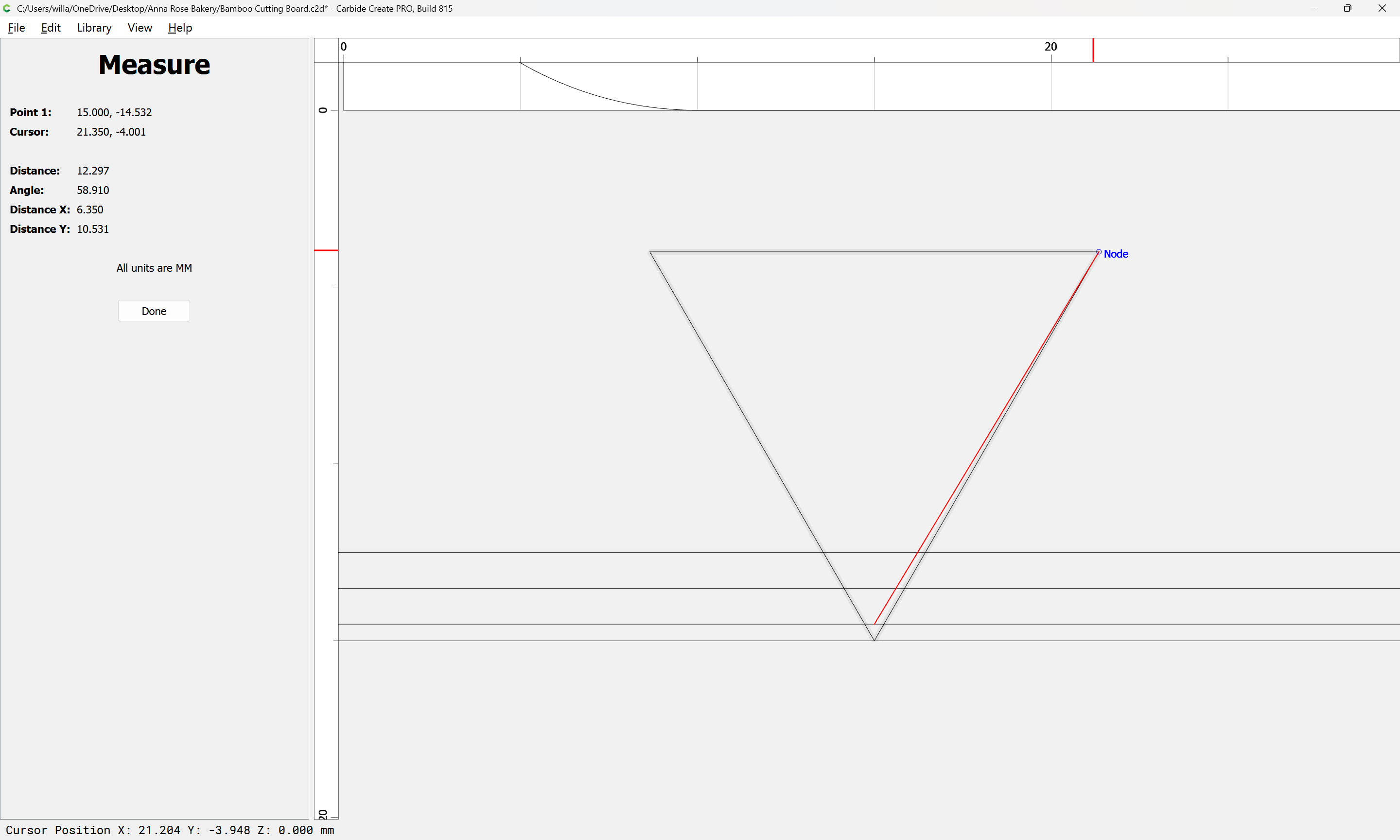
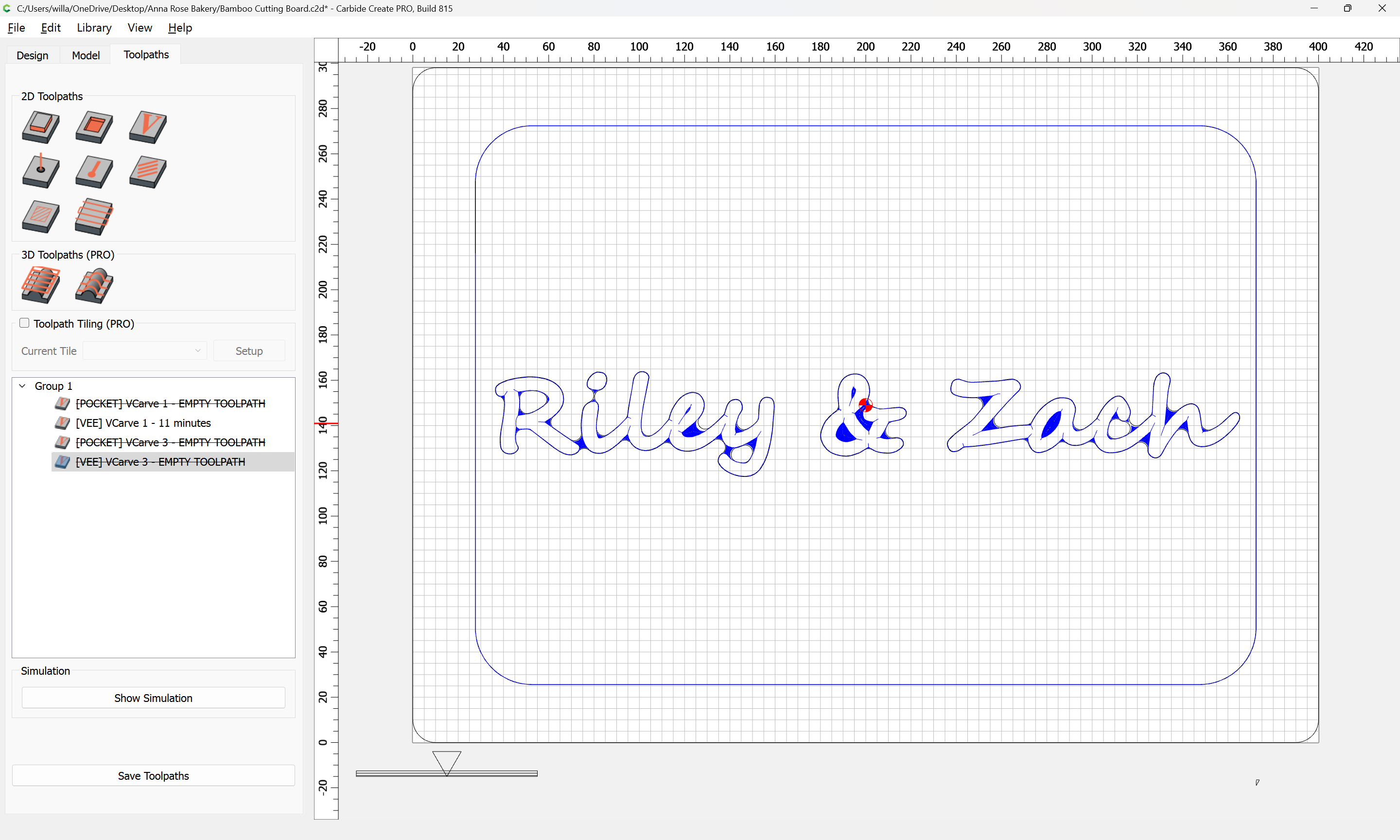
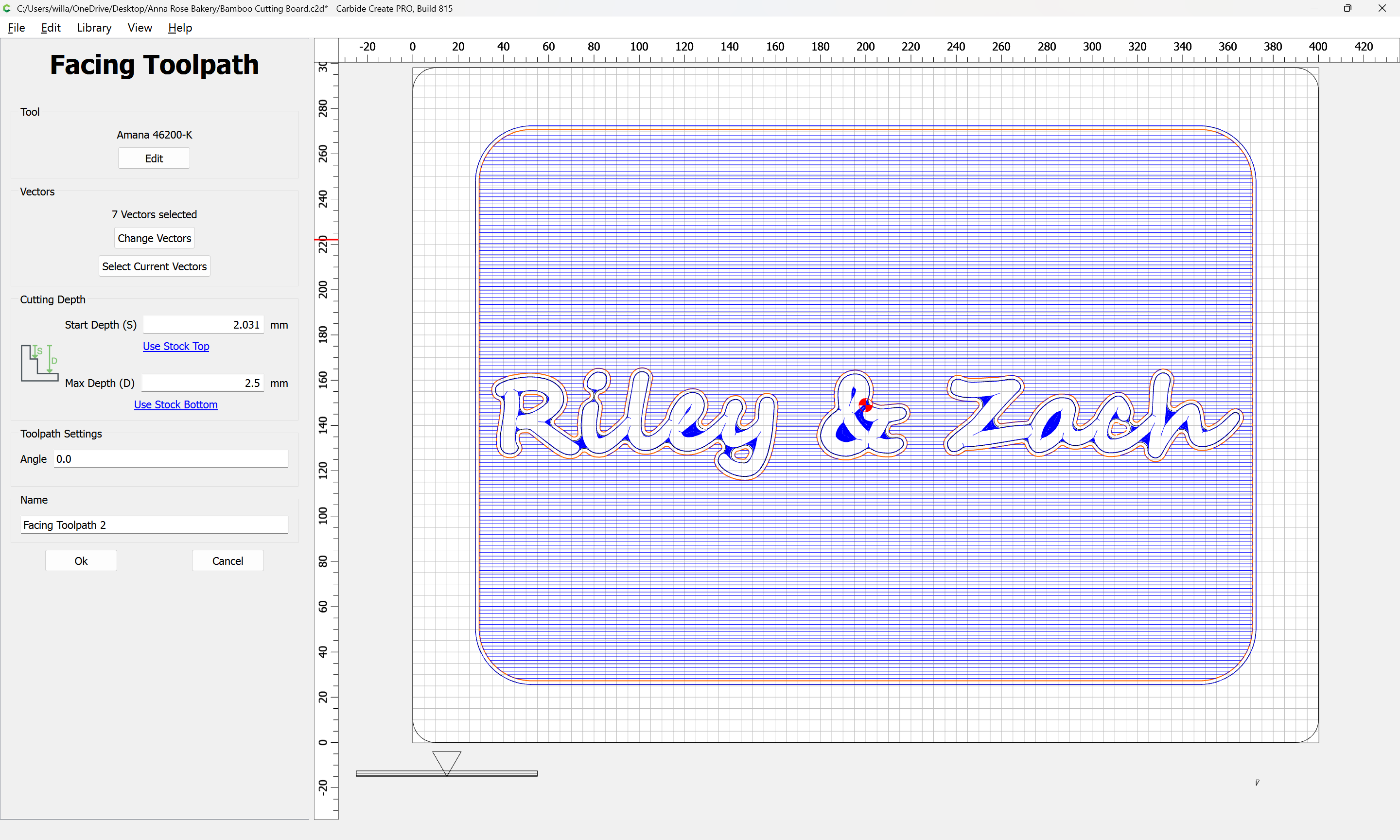
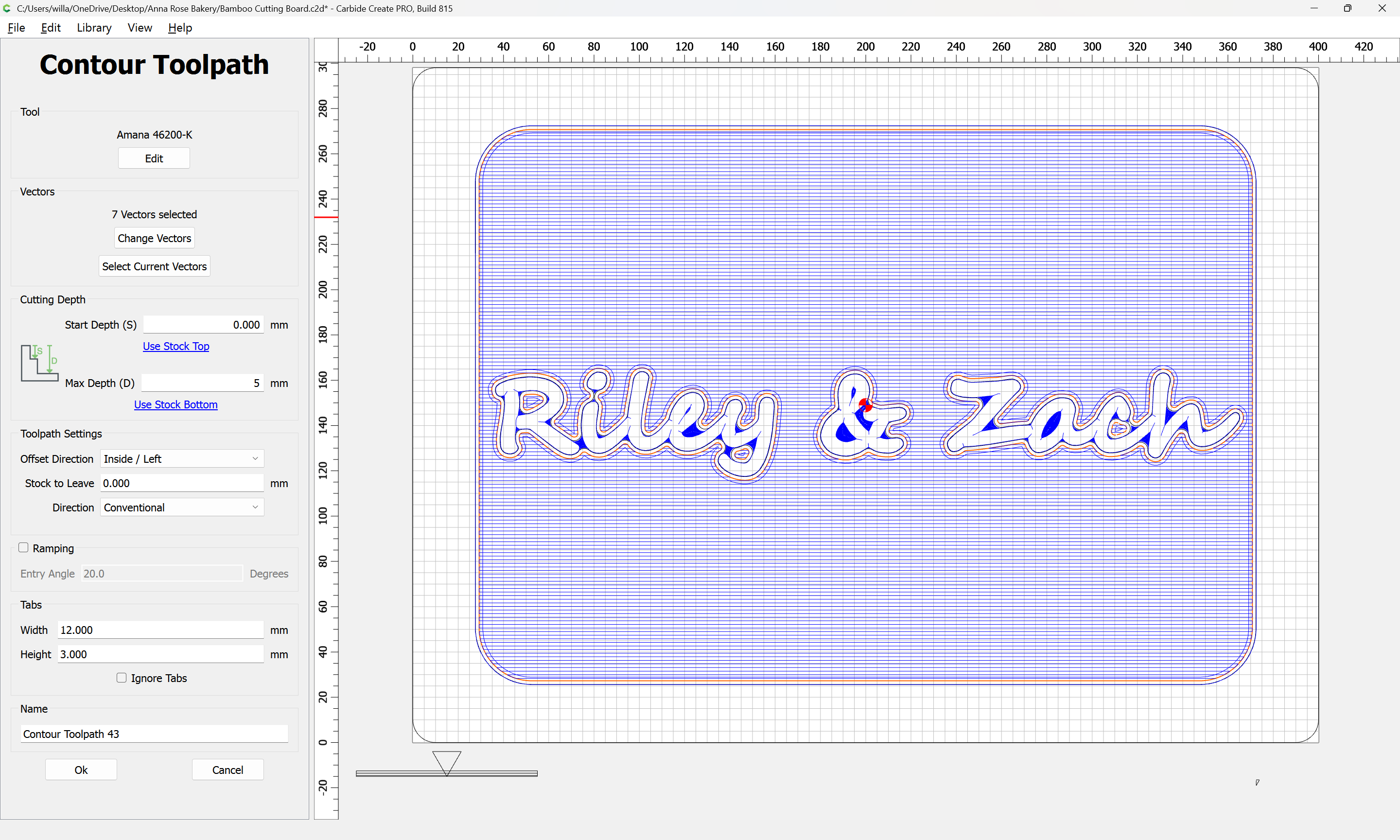
The former starts at the bottom of the pocket made by the previous tool, while the latter begins at the top (and is cut first) so as to ensure that no uncut material will be left, and that the perimeter will be evenly cut.