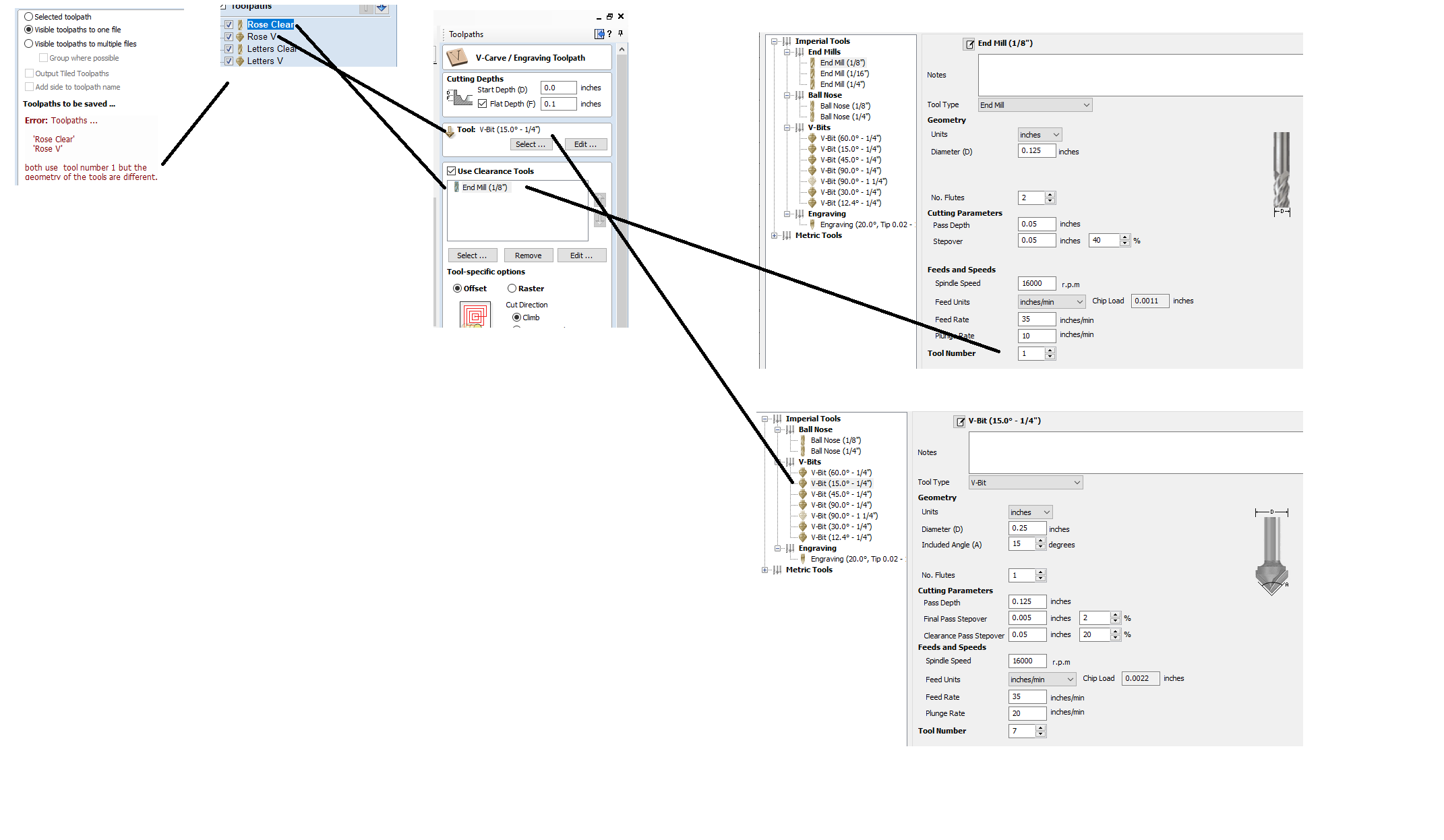
I installed the Post-Processor provided by Neil Ferreri. When trying to save the toolpath as one file I get the following error…
Error: Toolpaths…
‘Path 1’
‘Path 2’
both use tool number 1 but the geometry of the tools are different.
Curious if anyone has some insight into this issue. @neilferreri
Im sure it is something I am doing incorrectly because many of the threads show things are working for others. I do have a bit setter.
I did notice the tooth paths to be saved all have a [1] next to them. I recalculated the tool paths but they remain [1]. I think this is my issue. Running 10.512 VCarve Desktop.
I think I had a similar issue the first couple of times I tried to export a multi-tool file.
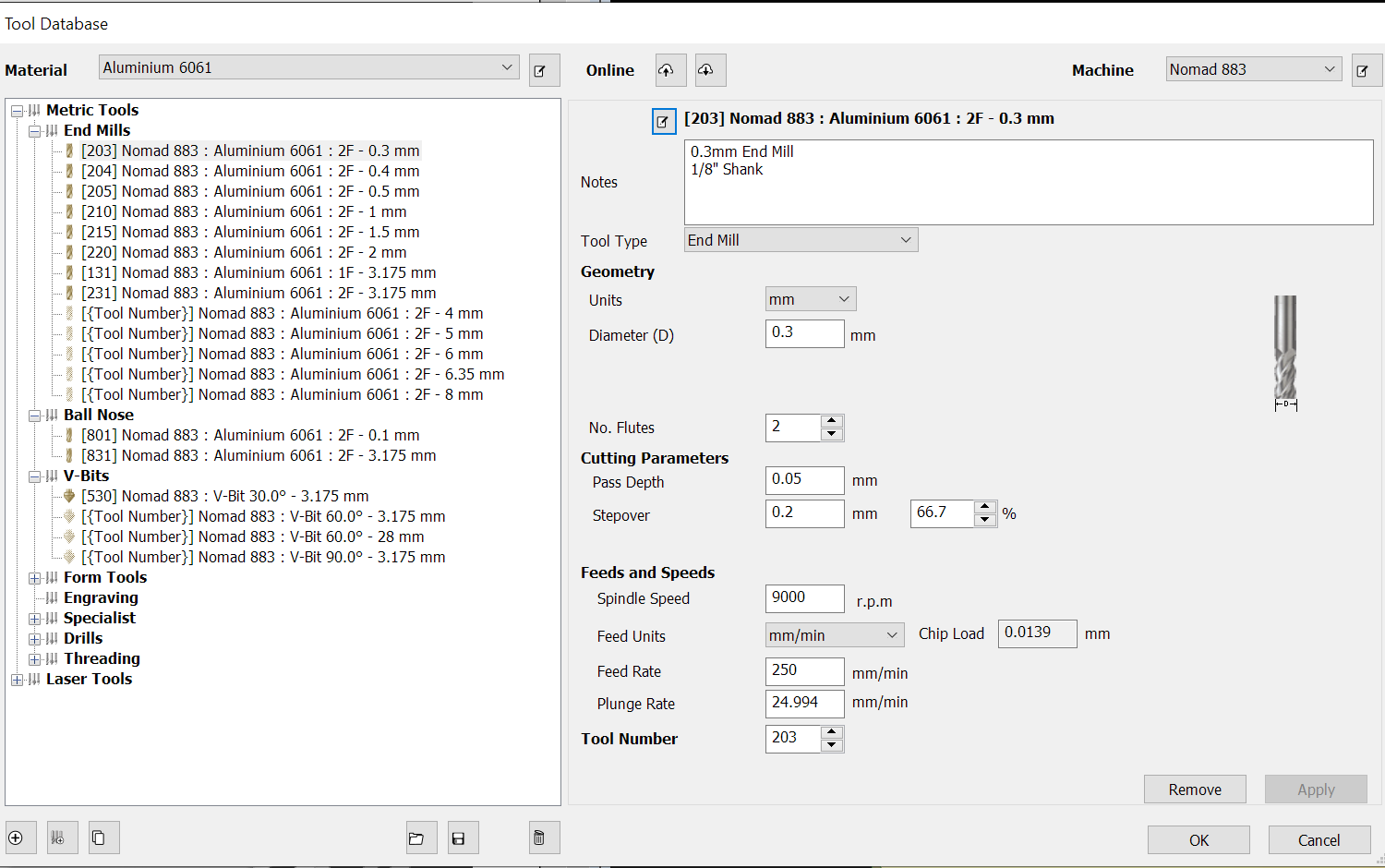
Since then I’ve gone back into the tool database and started to create a custom database for the tools I have in stock using either the manufacturer’s PN or last 3-4 digits of the SKU on the package as my tool number. So far so good.
I use the pattern masks to name the tools so it’s easier to see what’s what. This can be set globally with the little edit button next to the bold version of the name. Using this pattern:
For numbering, I use a homebrew formula. Since they can really only be 3 digits long in GCode, I use the first digit to represent the number of flutes and then the second two digits is the diameter in mm. So a 230 is a two-flute 3mm endmill. For balls I use an 8 in the first digit since it looks like a B, and for V mills I use a 5 (since it’s V in roman numerals) and then the angle as the second pair. So a 560 is a 60 degree VBit.
I was thinking that Neil told me that the limit was a binary 8 bits which would make the limiting number 255 (or 256.) I’m completely unsure of that, though.