Where do I setup the v bit angle in Carbide Create?
Thank you…any advise on how to the get letters nice and clean. the shapes are good but as the grain changes direction in the wood the v grove is not very clean.
What kind of wood and what speed were you running
I have tried several different types of wood, Cherry, Oak, Mahogany, the final will be on Mahogany.
I am using a Dewalt 611, run at about 5, a 1/2" 60 degree v bit, and the settings on CC I did not mess with they are feed rate 15.2, plung 7.6…depth.272, so the letters are skinny. I am putting the model number and serial number on the headblock of an acoustic guitar inside, as I build it.
So what I have are certain parts of the letters are clean and then other parts are fuzzy and not clean.
This image is on oak…
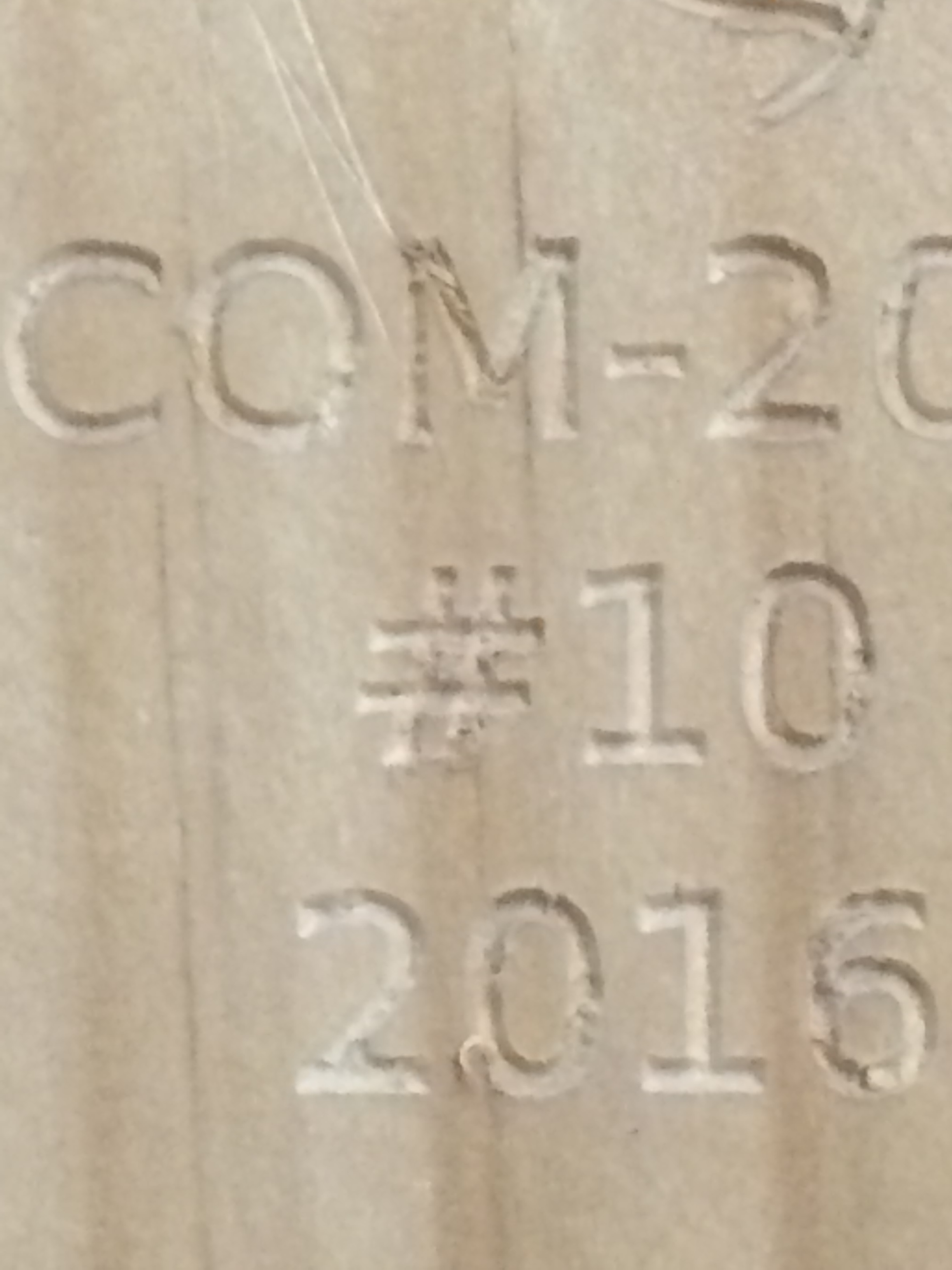
Almost looks like the waste board isnt level in some spots,some of your letters look great then the messed up ones look like its a different depth mabie,Thats all i know to suggest from what i see.Im sure other forum members will be on soon and give you more advise 
I checked the level and it is accurate, I bolded the font adjusted depth feed and plunge rate almost in half so the letters are getting more passes at a slower rate and they seem to be much better. I just need to get more familiar with the settings vs the results. Thanks!!
I had this same problem yesterday. I just got these 60 and 90 degree v bits from tools today. I ran several tests with both using fonts from a couple of projects. I noticed it only made one pass for everything I did, however a 2 flute vbit I used before made 2 passes. And just like your picture I end up with pretty much every letter with these little fuzzies/hangers all over the letters. Some would say just sand it, but for what I am doing, I paint these areas, then cut, so I need a clean finished letter. What exactly did you do to make this turn out neater? Thanks
Well one thing I would say is that you are probably running your router way too fast and your feed rate is too slow. I’m not sure where you got your F&S but IMO, you should probably carve your letters near the setting 1 (16K RPM) on the Dewalt. The feed rate should probably be somewhere in the 75ipm range.
2 Likes
I got f&s off the spec sheet from where I bought the bits, tools today. I actually backed the speed they recommended of 90 down to 25. I run my DeWalt on 2, which should be 18,000.
Sorry, I saw the speed from the earlier post you referenced. I think you should get the surface speed up closer to the 90, it may help bit performance.