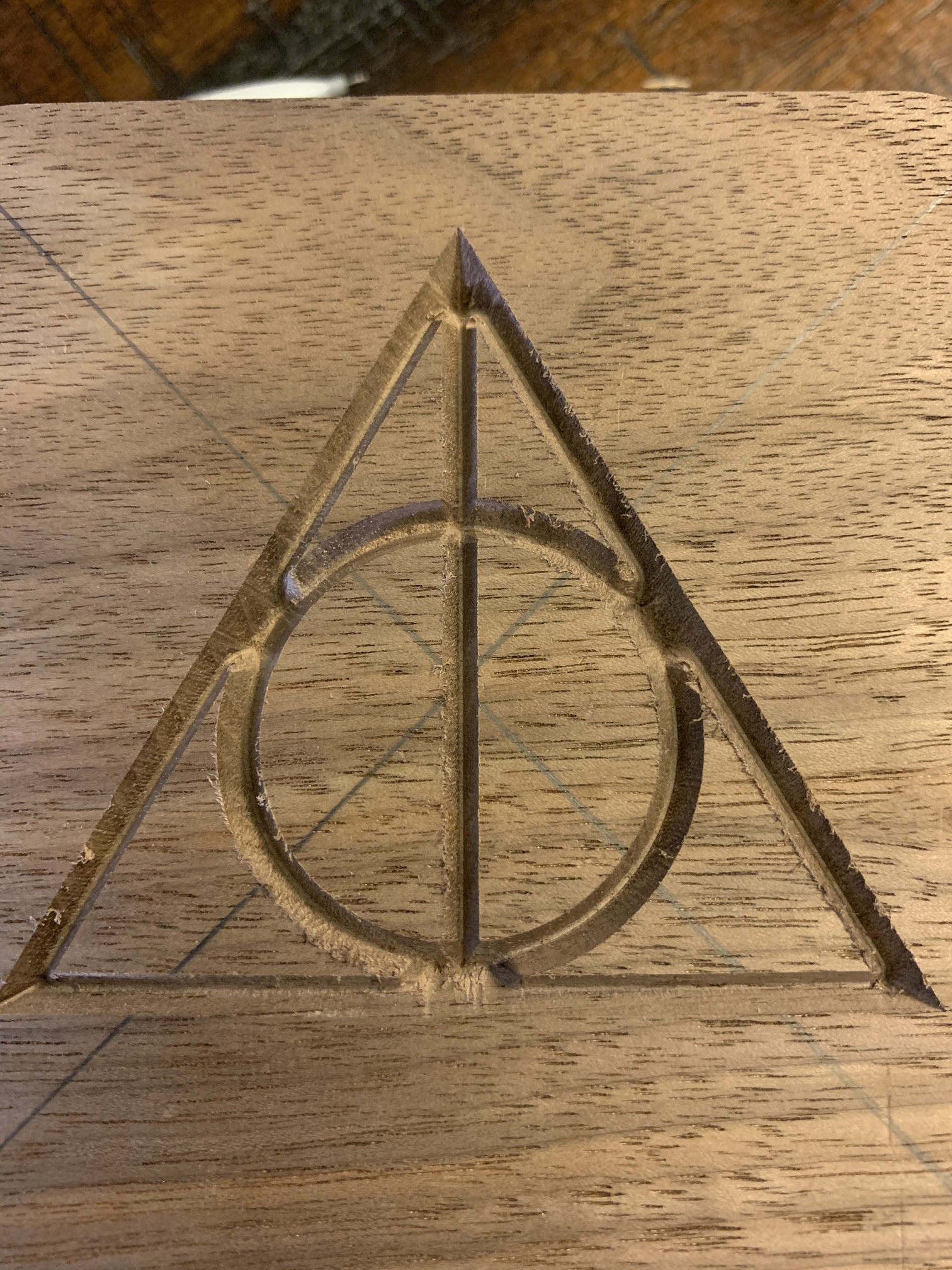
I am currently working on a v carve inlay in walnut. During carving the machine made rather high pitched noises, I assume that’s chatter? I was running a 60° v bit at 20IPM/10000RPM with a DOC of 0.05”. You can see how some edges are broken:
It’s a bit odd that it’s only the corners on the right half which are broken. Could this be related to the depth of cut?
It’s a bit sad because overall the cut seems fine. I’ll still do the positive part because I’m sure I can somewhat salvage this as it’s only for personal use but I’d love to know if anyone has any tips/thoughts on this!
I sadly already pulled this part off the machine and cut off the tabs. Getting it aligned now would probably be really hard. I’ll keep this in mind for the next attempt though. What I’m wondering is why it broke in the first place…
My guess would be it’s related to the wood grain and the direction the cutter travels around the corners. I don’t think that can be controlled in V carving.
In similar pocketing operations I’ve separated operations into those across the grain to be cut first followed by those along the grain. Your carve is not that simple, but a similar approach might help.
The edges look like you are running the RPM too low and going too slow. I’ve just run some stuff like that. I use about 18,000 RPM and start at 35IPM, but will go up after starting. I’ll usually use a pass depth of 0.025" which will keep the V from cutting full depth at once. I’m using Vectric Vcarve.
Many times I just duplicate the pass to run a clean-up path. I may even add 0.002" to the depth if it looks fuzzy like yours does.
What I meant was that the on some of the sharp corners the edge is chipped. I sadly cannot go above 10000 RPM since I’m using a Nomad and the spindle cannot go any faster. I will try to run this again tomorrow or so with your pass depth (which is 50% of mine). Since you run 35IPM at 18K RPM, I probably shouldn’t be running 30 IPM at 10K RPM. I’m currently doing this in Carbide Create but VCarve is going to be interesting to look at in the future for sure.
Interesting! I am not sure I have the ability to do this in Carbide Create Being a newcomer I think I have a lot to learn here how to make this better!
As Tex says doing the cut in more than one depth pass can help a lot, if your software can’t do this then just offset the Z on the machine to 1mm above the stock, then 0.5mm and so on. Or you can just export several versions of your carve, each with a deeper depth set in the source software.
I agree the chatter was likely the result of not enough RPM for the cut depth and speed, going a little slower in terms of the speed the machine moves (but not enough to burn the wood) might help, taking less cut in one go by stepping down in depths can help too.
Running your final depth of cut twice helps too to clean up the fuzzies.
If the wood’s chipping because of the cut direction on the grain then, yeah, things get a lot more complex.
you can set a max depth for the V carve, and while defaults are… not too bad, you can do clever things.
for example, if you wanted a total cut depth of 0.1", you can set max depth to 0.09" which gets you a 0.09" pass and then a 0.01" for a second (finishing) pass…
also as you’re new… with wood you can start with smaller depth until you get more familiar with the limits of the machine. so for V carve I’d not go over 0.1" (or even 0.07" or so) for max depth per pass… you’re trading time for easier/lighter cutting… and in early on I’d go for easier cutting, and over time you will get more bold
You can improve the cut with tweaking but you have to remember wood grain is a lot like cat fur. If you pet a cat from head to tail the fur lays down and the cat is happy. If you rub the cat from tail to head the fur is uneven and rough and the cat does not like it very much.
When you look at your picture the wood grain is similar to the cat in that the cat is upside down and the head is on the left. So if you cut from the left to the right you will get the uneven fur and the grain will break out because of the direction of cut. So the bit is spinning clockwise when looking from above and the grain is being cut against the grain and not with the grain causing tear out.
You can mitigate this with depth of cut, speed and so on. There is no perfect formula just trail and error and every piece of wood is different.
One other thing you can do that may help is to mask your cut. I use Easy Liner Adhesive Shelf Paper to help mask projects for painting. The extra layer of material on top of the project may help with the tear out you are experiencing. You can also use Oramask 813 though I have some on order I personally have not used it yet. Others on the forum like the Oramask.
As you work with wood there are times when you can only cut against the grain and you have to use the feeds and speeds to minimize tear out, however there are times where tear out is inevitable.
I’m trying out the finishing pass today on the positive piece! My DOC was already 0.05" for the V bit and 0.045" for the flat end mill, unless you meant 0.01" instead of 0.1"? I have now lowered the V bit’s DOC to 0.025" at 30 IPM. Let’s see how that goes
Going to try a combination of smaller DOC and increased IPM for the flat end mill, because I did see that the wood slightly burned on the sides when i was cutting through this 3/4 piece in order to cut out the main shape. Will also try a final pass, let’s see! I really hope this isn’t just the grain because that would make this really really hard for me. I’d have to learn it eventually, but I hope today isn’t that day.
Great explanation, that makes a lot of sense! Will experiment with speed, feed, DOC etc to see what I can come up with. Is the liner paper easily removable or will it leave traces on the wood?
I have always used the Easy Liner Adhesive Shelf Paper on raw wood. I have never had any residue stay behind. I do use a J Roller when I adhere the shelf paper. You need to peel back an edge and apply across the project because you get air bubbles trapped. I use the J Roller to make sure the paper is well stuck. The shelf paper does not always work for every carving. Some complicated items the paper gets shredded edges and even on some simple carving that are at 90 degrees to the direction of the grain you get a lot of frayed edges. Overall I like it and it is very cheap and if it is shredded you can always just peel it off before painting. I ordered some Oramask 813 and received it today and will be trying that on my next vcarving project.
 Being a newcomer I think I have a lot to learn here how to make this better!
Being a newcomer I think I have a lot to learn here how to make this better!