I’ve been dealing with this issue with my XXL. My cutting depths (especially noticable while attempting to V Carve) vary quite a bit. This happens even over short distances.
I’ve made new waste boards, flatten both sides but no luck.
The usual suspect is the flattness of the wastboard. If you are sure it is flat then the next in line are the mechanicals. Check your v-wheels and belt tension. Belts are not likely but they can contribute. Next mark your bit in the collet. The bit could be slightly loose and moving up and down. If possible run a surfacing pass on your material… Attached is a document about checking your v-wheels and flattening your waste board.
Both of these documents mention flattening and v-wheel adjustments. I have a stiff nylon brush I clean my v-wheels with. I power off the Shapeoko and move each axis back and forth and clean the v-wheels. Additionally I use a 3M finishing nonwoven pad (white) to clean my rails, not sandpaper.
Do you mean both sides of the wasteboard, or both sides of the stock material ?
I’ve found that surfacing the stock (top) is critical to get perfect v-carving depths.
In your case, I would:
attach the stock to the wasteboard (using a workholding option that grants full access to the stock surface, i.e. tape & glue or double-sided tape)
run a surfacing pass
paint it black, in place (i.e. NOT removing it from the machine/wasteboard)
I have a Whiteside 6120 1" Fly Cutter I only cut 0.010 inch and set the tool up for that depth of cut. In the file I set the DOC to 0.010 inch also so it makes one pass and quits. If the surface is not flat I simply move the router to an open space and set the router to -0.010 and re zero the Z axis and run the file again. I do t his until the surface is flat. In this thread the board was painted but if it is raw wood put pencil marks all over the surface and when the pencil marks are gone your board is flat. For this thread when the black paint is gone it is flat.
When I use the 1 inch bit I uncheck the BitSetter in the configuration because the bit is too big to work properly with the BitSetter so I use the paper method to zero initially. After the job is over I recheck the BitSetter and resend the configuration.
Contact us at support@carbide3d.com and we’ll see what can be done about replacements as well as offer some basic advice on keeping them from getting scuffed up.
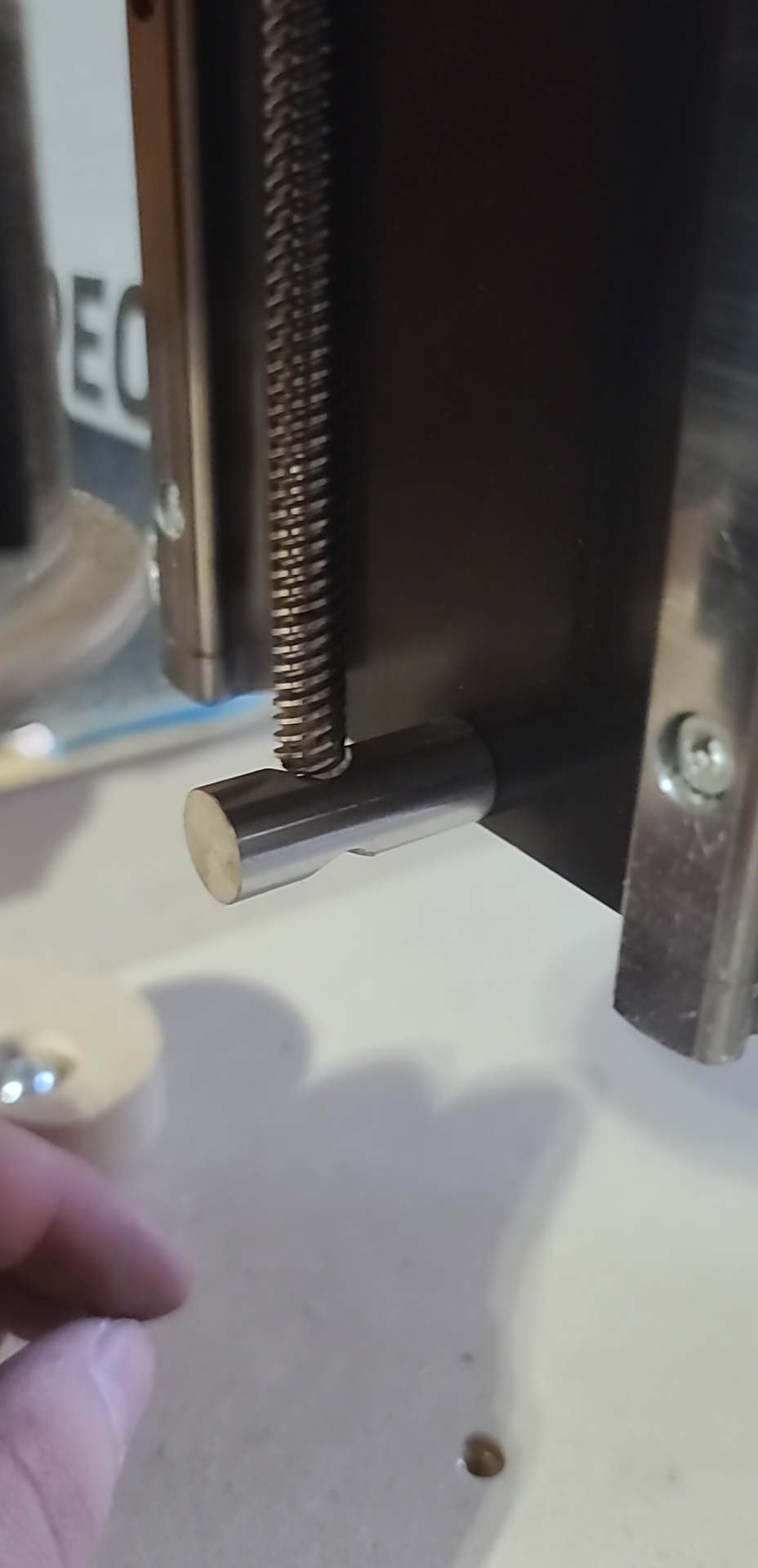
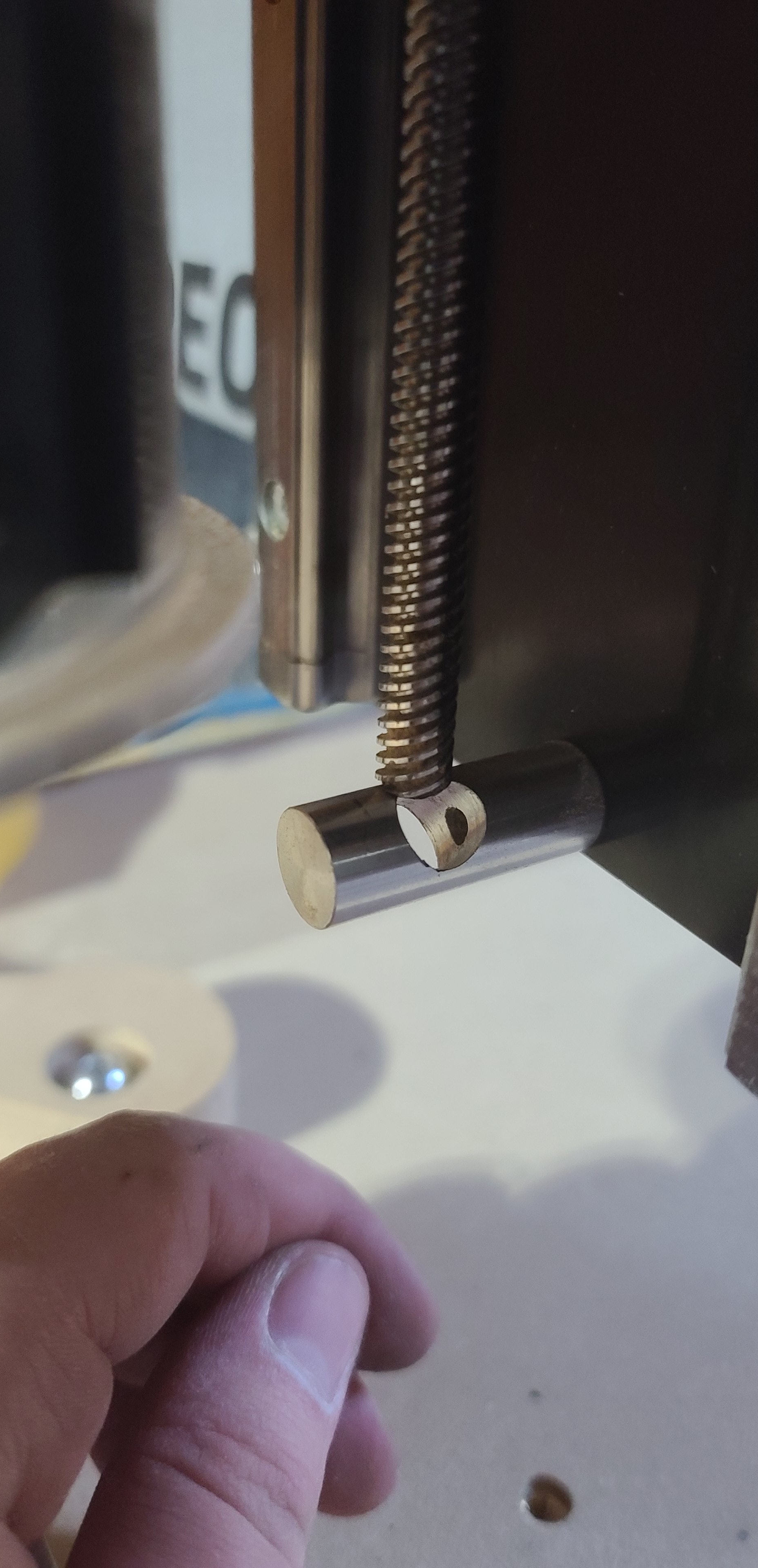
Another thought as well, I’m not familiar with the Z-Plus access, but this bottom piece is loose and moves freely, some times appearing to bend the screw or not touch it in other times.
Is this something that would contribute to this or is it supposed to be like this?