Hey @neilferreri I found an issue I had with Vcarve and I think your post processors have the same issue. I’ve included a test file that demonstrates the issue so you can run it yourself to check.
Basically I was using the same tool on two different tool paths and saving them into one file. The issue occurs when the first toolpath sets the spindle to 15,000 and the seconds sets it to 18,000. If the post processor is not correct it’ll run it all at 15,000 RO and never switch to the higher speed. After consultation with Vectric they found I was missing a Section statement in my post processor. I think your files are missing it too.
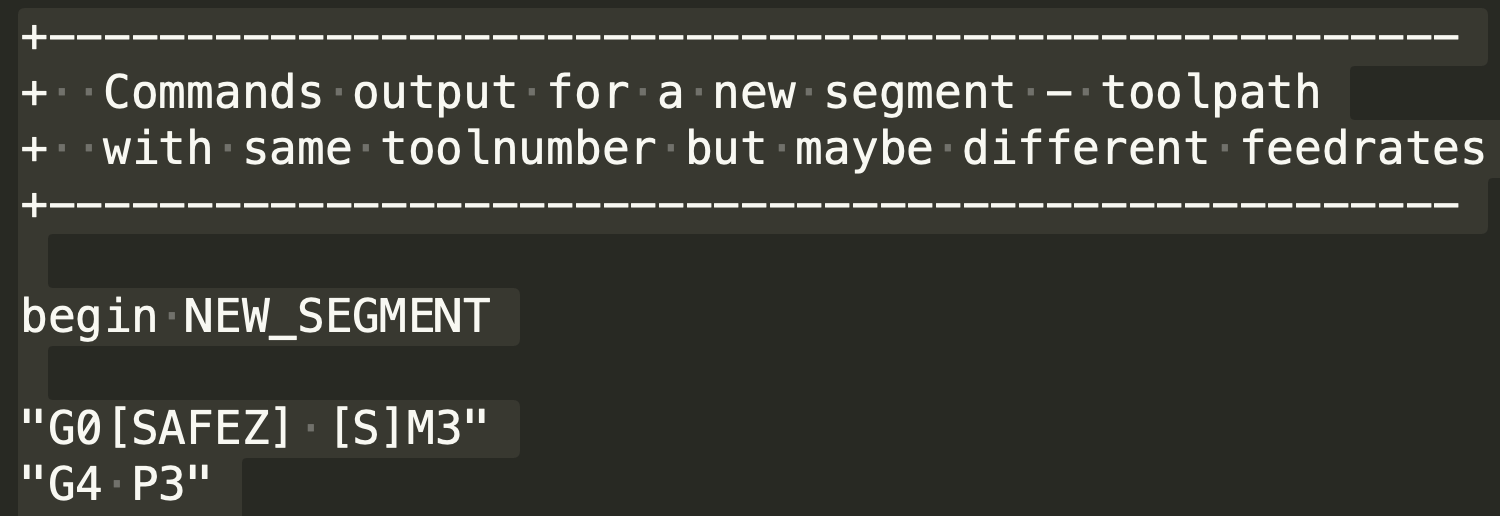
The segment statement will include the speed change. You can figure out if and how you need to incorporate them.
Profile Speed Test.crv.zip (11.5 KB)
Thanks, Gary