I have a Shapeoko Pro XXL. I just installed the VFD Spindle because bit runner was causing major headaches.
I am having post processor issues with Vectric VCarve now. It appears that the post processor is not generating the correct line of code to start the spindle. I reinstalled Motion v582…but the issue persists.
I get this as the start line…after the Zero position.
S1700M3
Anyone have similar issues. right now I have to use Carbide Create just to do simple profile work…but other more complex work is backing up on me. Any help work be greatly appreciated
Will your spindle go that slow? Try S17000M3
1 Like
This is what the post processor is kicking out…no matter the tool setting. I am pulling my hair out trying to get my machine operational. I an having serious buyers remorse.
Does Vectric have a min/max spindle speed setting that it’s truncating the value to?
Try manually editing the file to S17000 and see if it runs
2 Likes
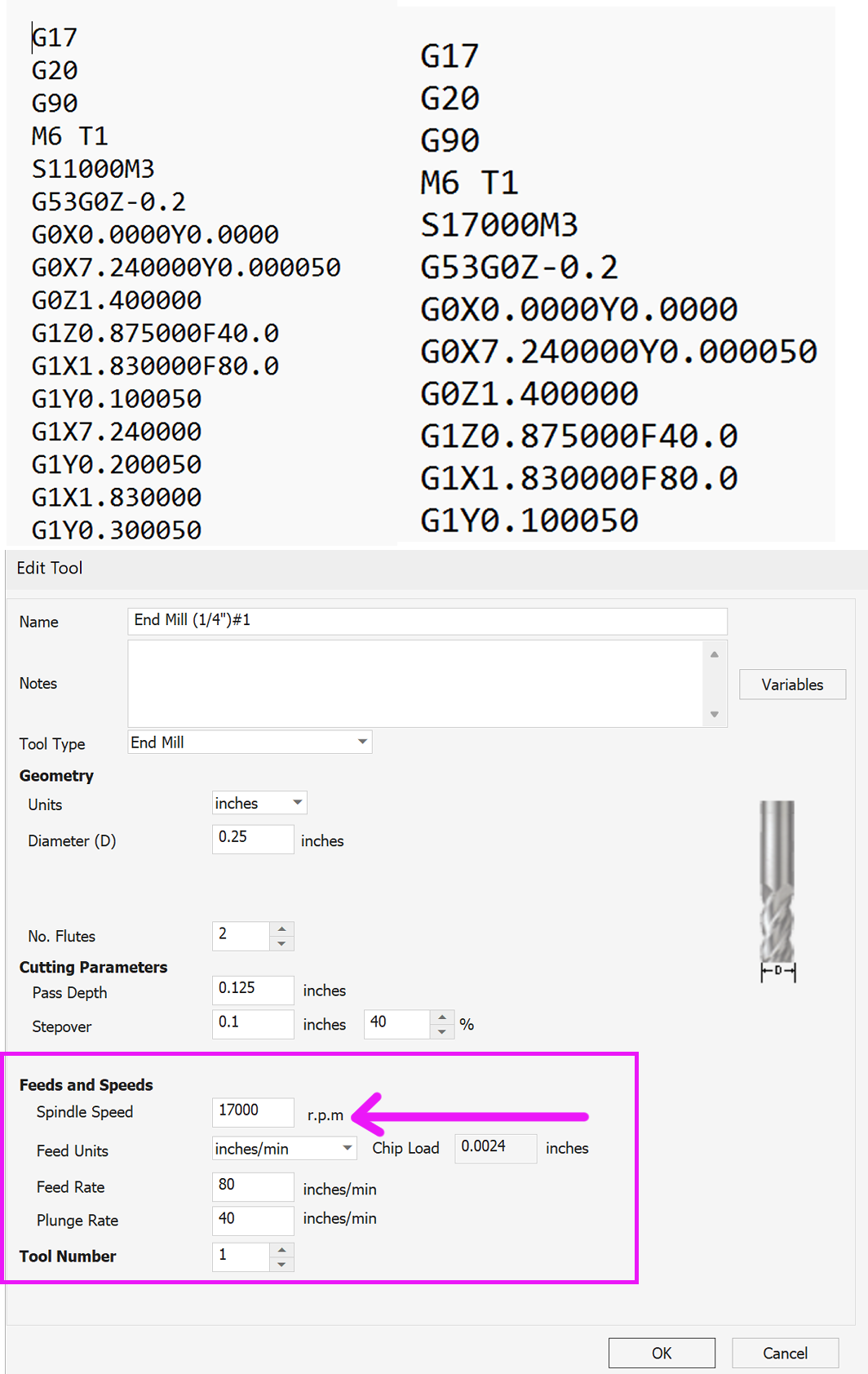
Vectric will write gcode for whatever your tool is set for. Edit your toolpath then edit your tool to change the RPM. In the attached example I change the spindle speed on the same toolpath from 1100 to 1700. gcode examples above, how to do it is below.
1 Like
Hello Charles
I have been doing this for years, for some unexplained reason now I get that default line of code no matter what the tool setting is. I currently have a .125" end mill set for 18000 for MDF…I always get 1700 in the G code…
sigh
Thanks for your help Charles and Tod…I resolved the issue, and as they often say it was the man not the machine…gross operator oversight on my part…my Shapeoko is running again as it has for years.
Peace and thanks
Dean
3 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.