I seldom go to the trouble of using BitFinder Zero or other Z axis setting device (just use a .12 feeler gauge when lowering Z, also “eyeballing” X and Y before setting all to Zero. Lately, I’m having MAJOR problems with my ShapeOKO 4 and the gcode created in VCarve. Should I upload my gcode file (a simple 3/4 inch thick cutout of a clown). Not only does it cut slightly deeper than planned, it cuts below my 1/4" wasteboard and another 1/16" into the aluminum t-slots (ouch). I don’t mind going 1/8" or so into the waste board, but now I’m concerned that ShapeOKO’s Grbl interpreter has gone wonky. Any thoughts, suggestions (and please, don’t say always use a bit setter, it shouldn’t matter for tiny measurements. Thanks, dj
I have found that the vectric post processors are extremely accurate on my 4xxl pro. I also set by the “paper” method, and will use both a material surface zero and a machine bed surface on the same job…since I hate to scratch my spoilboard (I know…it’s just a thing with me). In cases like I described, usually on .185 acrylic sheets, I obviously do not use my bitsetter. Although I love the bitsetter for 3d jobs, I never use it in that scenario and have had great success. So… I think you are probably looking at a mechanical reason for this error…not the gcode or the vectric program itself. But if you like, upload the vectric file and we can take a look.
I also doubt it’s the G-code. But if you want to upload it, one of us can simulate it.
Or you could try it yourself. I use the NCnetic plugin for Notepad++, or Camotics.
You can poke on any point & get a position
I appreciate the help. Correct me if I’m wrong, but when first connected to Carbide Motion (or UGS) the machine goes through an initiation phase. Is it possibe that my problem is that the bit is too far extended from the router/spindle, and because i (too) use the sliding paper method, By NOT using a bit setter, the mill is initiated at the wrong height/depth? Think I left the .gcode on PC out in the shop. Will upload later.
For what its worth, here’s .gcode file of blockhead stacking toy. Strange, this site does NOT allow uploading files of type .gcode, so I renamed the suffix. Wish I knew more about gcode programming, but my brain is already too clogged with programming languages!
blockhead.tap (7.7 KB)
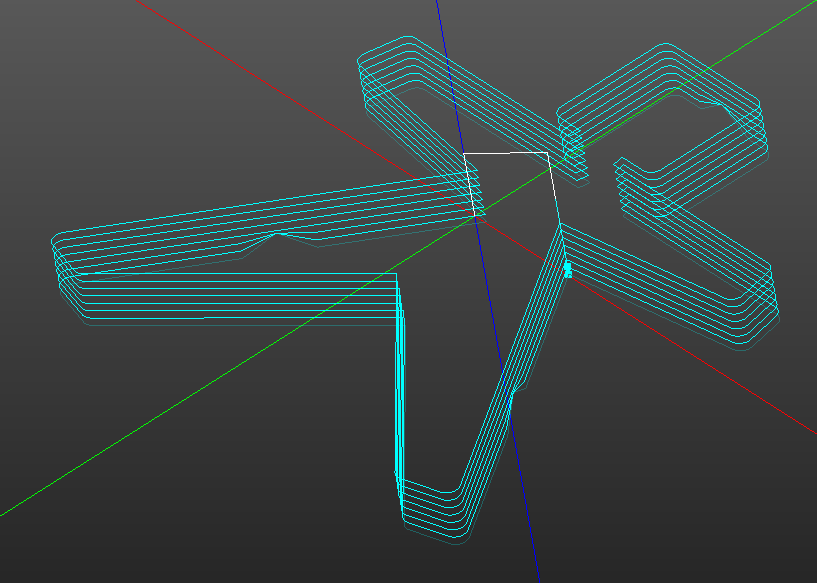
Here’s the toolpath. The min Z is -0.751. The Max Z is 0.800
When the machine initializes it doesn’t care about the bit. It runs +X +Y +Z until it hits the hard stops / limit switches. It should be in the exact (within a small tolerance) same place every time, Machine Coordinates X0, Y0, Z0. It adds a small backoff (5mm), so after initialization it should read X-0.197 Y-0.197 Z-0.197. To see Machine Coordinates, Click on the word “Position” to toggle it to “Machine Position”
The workpiece coordinate system “Position” is separate, and is an offset from the machine coordinate system. It considers the tool only because you set it with the tool in place.
G-code is G-code, whether the extension is .tap .nc .gcode .ptp .txt .mpf .spf, it’s all a standard (RS-274, ISO6983) ascii text file with machine control & motion statements.
To check Z motion on the machine, set your Z zero to the top of the stock (assuming it’s flat). Jog the machine to Z0.750. Take a piece of 3/4" stock & see if it fits under the tool. If you have a 123 block or other precision measuring device you can be more accurate, but this should tell you if there is a calibration problem.
ALWAYS double check the Position readout when setting your zeroes.
For sanities sake, double check that the path is not going to hit the upper Z limit after your Z zero has been set. This will definitely throw the machine off & cut too deep.
Next time you go to set workpiece zeroes, first hit the “Clear All Offsets” button. You should only have to do this once if you are not using the bitsetter.
Tod, what a fantastic, clear explanation. I’m impressed with your knowledge of these things.
In future, in addition to checking the settings you recommend, I plan to use BOTH the BitZero and newly purchased BitSetter.
I never paid much attention to the tool settings in V-Carve (other than bit diameter/flutes, etc), but now I’m curious to see if there is a setting for the distance from collet to tip and see if that has any effect on cut depth.
Thanks again for taking so much time with my question. …don j in Oakland CA
1 Like
This topic was automatically closed after 30 days. New replies are no longer allowed.