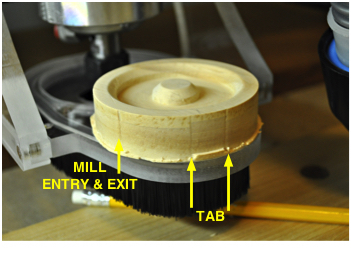
This has plagued me for a little while now and is probably caused by any number of things, some advice would be gratefully appreciated.
These vertical striations occur in essentially three places, the mill entry/exit point and at each tab. In the wheel image above the verticals occur in seven places (3 x tabs). This wheel was cut with 0.3 mm last pass (Vcarve) so it obviously occurs at least then.
It could be many things, but first, I need to know what software you are using to (a) design and (b) cut the part. The V-Carve comment is a little confusing, since it is normally used for cutting letters.
Most common reason: The V-Wheels might be a little loose, on one or more axis.
Edit add: It could also mean that you are removing too much material with too small of a diameter cutter and it is simply removing the material when the machine stops momentarily (deflection). Fix: Smaller cuts AND/OR more finish passes.
I’m by no means an expert but have experienced something similar when cutting plywood with a 1/4" and 1/8" bit, using my SO3 and g-code output by Cut2D (Vectric).
My take is that the bit while under load (cutting), deflects. The direction depends on whether you’re inside/outside cutting and whether you’re using a conventional or climb cut.
So you have this bit (and the machine, too) that has deflected while cutting and all of a sudden it isn’t cutting, so I end up with some similar marks.
Using double-sided foam tape tends to worsen the symptoms for me, I think work holding is a contributing factor. Also, the bit deflects less when taking smaller bites, so for real important work I reduce my DOC and see a resulting reduction in that behavior.
I’ve seen this when plunge is too fast, and it ends up being from excessive deflection during that part of the cycle. Because the plunge for each Z level ends up bein gin the same place for most software, it just builds up more and more as the depth does down (the shank ends up causing problems on the layers already cut).