@Julien, others. The VFD needs to sense motor current to keep from exceeding the motor’s rated current. The problem seems to be associated with the output/display of it. Maybe the VFD “assumes” that when remotely controlled (like everyone here?) it disables output/display updates. Are other parameters (RPM, frequency, voltage, etc.) properly output/displayed?
As far as I can tell RPM/frequency/voltage are correctly displayed. It is quite possible that “remote” control does this indeed (though there is no indication of that behavior anywhere in the manual)
Man, Julien, the resources you provide for everybody on this forum are excellent. Especially for those of us that love our Shapeoko’s but aren’t so technically savvy. I’ve upgraded to the same setup but with the 110V 2.2KW spindle and just wanted to check with you to see what parameters you would change for the 110v version? PD141 and PD142? Would the poles of mine also be 2? Thanks!
yes PD141 would be 110 (I suppose if you bought the VFD in a kit along with the spindle, they may already have programmed it that way)
PD142 is for the max rated current, the value should be available on your spindle
The number of poles is a spec of the spindle, if you don’t have the information available it’s probably 2 pole if the documentation states a max frequency of 400Hz, and 4 if it is 800Hz
The safest would be to consult with the guys here on the forum who use a 110V spindle and a Huanyang VFD, to double-check their settings. @Griff, @wb9tpg and others should be able to confirm?
My spindle is 220v but I can check the parameter tomorrow
Does the fact that US and EU frequencies differ affect is any way the parameters or their calculations?
It seems to me that only PD144 would be impacted, but someone from the US who installed this VFD could confirm.
mine came with a fancy printed instruction book;
pd144 says
Set Range: 0 - 9999 Unit 1r/min factory setting: 1440
This is set according to the actual revolution of the motor The displayed value is the same as this set value. It can be used as a monitoring parameter, which is convenient to the user. This set value corresponds to the revolution at 50 Hz
I can’t quite remember how mine was mapped, but I kept having grounding issues. GRBL would stop for no reason half way through a toolpath. I earthed everything, but was still having issues. Then I opened that connecter at the top of my spindle. Ground pin was not connected to anything!
I connected it to the spindle housing. Not had a problem since.
So with a Chinese spindle it’s probably good practice to check the wiring!
2 Likes
That is disturbingly common on the Chinese spindles, I would check the earth before even thinking about powering them up.
1 Like
Apart from that, it has been excellent. Inexpensive, but good! I would never go back to a noisy brushed trim router!
2 Likes
I too have opted for a spindle, helped over the line by G-Penny/AliExpress doing a -17% Black Friday offer for spindle and VFD combined.
Having got over my ‘more power = better’ cravings, I opted for the 800W/220V/65mm/ER11 model with the ‘mini’ 1.5KW VFD.

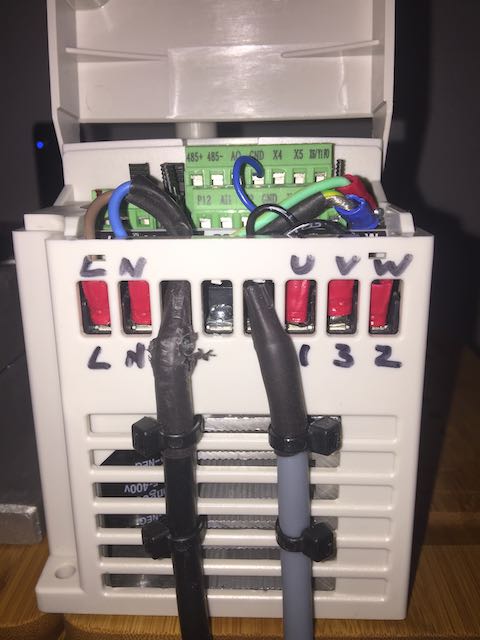
Having read @Julien’s notes above, I was interested in what differences the ‘mini’ version of the VFD would bring. The first thing to note is that I correctly (double-checked) wired connector pin 1 to ‘U’ on the VFD, pin 2 to V, pin 3 to W and pin 4 to Earth + cable braid, and got reverse rotation. I swapped 2 and 3 and now see correct rotation. I want to read up on this just to be 100% sure I haven’t got phases competing with each other for having done this, but it would appear not.
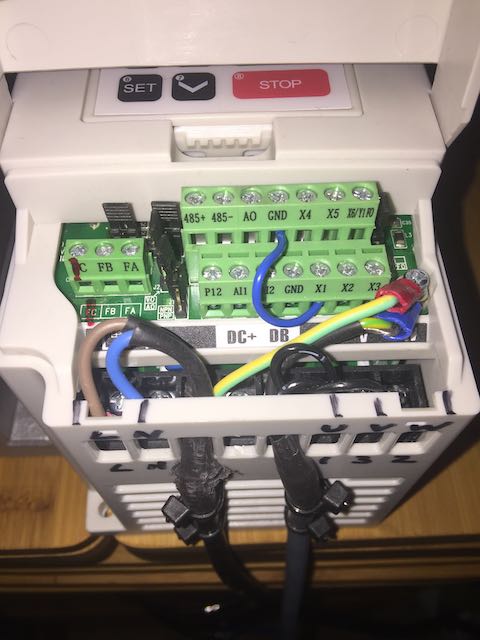
The small VFD didn’t need the jumper VI setting as the out-of-the-box settings (soft and jumper) were correct. Just needed to install the ‘Forward X1 to GND’ jumper, as also shown above.
Worked through all of the PDxxx settings described above (in the mini these are Fxxx settings), and read the manual front to back, then back to front to be sure I agreed with them all. Left F001 and F002 as Keyboard and Potentiometer control, then successfully started up the spindle at 5hz for 1 min just to confirm a) direction of spin, and b) proper function - keeping in mind that I haven’t yet hooked up the coolant.
Next step is mounting the HDZ 65mm clamp (from Carbide, not the G-Penny clamp) on my HDZ 3XL, hooking up the coolant and water flow indicators, water temperature display and then go through the ‘start it slowly and let the bearing grease sort itself out’ routine.
2 Likes
thanks for reporting, it will be quite useful since people buying now will likely get that new VFD series.
I created a small “5min warmup” macro that executes a series of M3S[xxx] following by G4P30.0, with xxx from 500 to 24000 in steps of ~1000, giving it 30 seconds per step. I found it to be a good compromise (long enough that it really is a warm-up, and short enough that I won’t be tempted to skip it when I am in a hurry). I run it a single time at the beginning of each session in the shop. It may or may not be strictly required, but it can’t hurt my bearing’s life and precision.
2 Likes
You did the right thing, one definining characteristic of a three phase motor is that if you invert any two connections it will spin the other way, this applies to BLDC motors too.
1 Like
I don’t have a tachometer with which to measure spindle speed vs GRBL request. Any real-world tricks that anyone has found to be successful? I tried the Gates app, but the sound is too ‘noisy’ for it to focus on the fundamental frequency.
I wouldn’t worry much about this, if you have set it up as per the instructions and what’s printed on the side of the spindle then the VFD controls the target speed and the spindle should be somewhere between 97% and 100% of that depending upon how heavily loaded it is.
The key parts of that are to tell the VFD what the normal frequency of the spindle is (probably 50Hz) and then the max frequency (probably 400Hz for 24,000RPM) and get the voltage right.
The VFD sets the frequency the magnetic field spins round at and the rotor mostly keeps up with that. There is a small ‘slip angle’ when the motor does work, this is how the motor draws more current to deliver more torque.
So, the RPM displayed by the VFD should pretty much be the spindle speed.
3 Likes
All good with the spindle, except one thing. The speed (as shown on the VFD) is 780 rpm when M3S1000 is given, but more significantly the ceiling rpm is 3,000. I’ve probed the CM board PWM output which does reach 5v (or near enough) for 24,000 rpm M3S24000. The spindle speed increases roughly linearly vs M3Sxxx setting up to 3,000 but then no further increase happens. Checked and double checked the various VFD settings, $30 is 24000 and $31 is 0 on the CM board. Any thoughts?
What is your PD144 set to on the VFD?
(that’s max rpm)
PD144 is set to 3000 as-per the “corresponding to speed at 50hz” description and @Julien’s reiteration
What do you have for PD070?
The manual for my model says;
0 -> 0-10V
1 - > 0-5V
And the others are non-voltage settings. I suggest checking your manual for your model.