A real power meter is actually better (more accurate) anyway since it should correct for power factor. I was unable to find a housed COTS plug-in version, so I had to hack together plug-in cables and housings for my COTS router power monitor modules. Care to share what power meter you have?
Edit 0924 PST: I looked again and found a COTS power meter that sounds like it should work. I’ll compare it with my others for accuracy and response time with some routers.
During the cut (6mm 2-flute endmill, 18000RPM, 0.125" DOC, 0.125" stepover, 70ipm)
18000RPM: “1.5A”, 172W on average
=> so, I don’t know what that “Axxxx” display shows, but it’s definitely not the current going through the spindle phases The manual says “A0003.0 = present set frequency is 50Hz 3A”, which is pretty ambiguous, and later says “A50.0 : displays output current”
=> anyhow, actual power goes up by ~50W for that cut. That’s 0.067HP. To get to that predicted power in the worksheet, I need to artificially bump the K factor up to 32, close to MDF (35), so something is not quite right there either?
It’s hard to say - it might be that the power meter can’t deal with the measured current waveform. Can the VFD’s analog voltage output be configured for output current? Reducing the spindle RPM to 9000 RPM for the same cut should double the current draw. Maybe try that?
Do you think that PD144 = 3600 would be appropriate for a “PD176 = 1; 60 Hz = inverter frequency standard; read-only” for US use? There doesn’t seem to be anything else to set it.
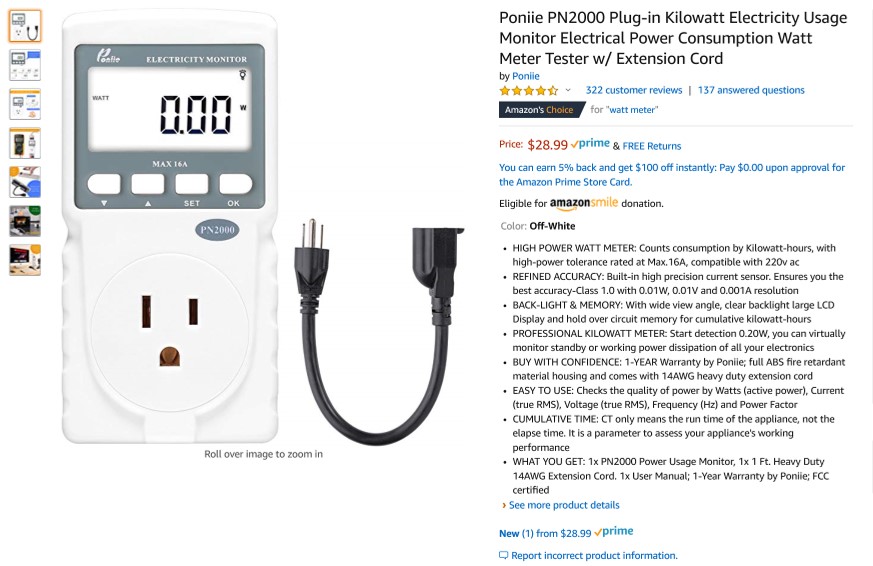
Any luck with the motor current issue? That Poniie PN2000 meter is fast and accurate enough to monitor input power to routers and VFD drives. It’s rated for a maximum of 16A at 100-240V 50/60 Hz but it has the US standard 115V plug and socket.
My understanding is that PD144 should indeed be set 3600 for a 2-pole spindle working with 60Hz mains (these guys agree, see second post, and the original guide I linked earlier also states that PD144 = mains frequency x 2 peaks x 60 seconds / nb of poles)
I have pretty much given up on getting a correct readout of the current at the VFD level, I re-read the manual three times front to back, and cannot see any other parameter that would explain why it always reads~1.5A no matter what the spindle is doing. Power-meter it is until further notice. But I did not figure out either how to correlate what I see on the power meter with the K-factor of the material, so I put that on the back burner for now
I can’t remember, did your K-factor estimations come from your power meter measurements and if so can you remind me of one pecific example of what it read while cutting/not cutting and how you matched that against the spreadsheet ?
Most of the K Factors on the “Measured K Factors” spreadsheet in the workbook come from the power measurements and calculations shown on the “K Factor Measurements” spreadsheet .
FYI, I recently used my router table to cut some more of that 12mm Baltic birch in a single pass with a Yonico 31010-SC 1/4" Low Helix Up Cut Endmill (8 glue layers). The K Factor for that came out to around 20 cuin/min/HP - twice the previous value! I don’t know why yet.
No luck with the VFD’s analog output voltage (or serial digital?) either? Those might be more useful anyway for real time monitoring and control.. Cutting force is proportional to cutting power.
Note that your power meter’s accuracy will increase as spindle power increases (because the power factor increases).
2019-10-069 Update: @Julien the manual says that setting PD054 to 1 should make the voltage between VO and ACM = 1VDC with a 2 Amp VFD output current with PD055 = 100. Does that seem to work?
Interesting, thank you. I had overlooked this parameter 0054, it sounds like it could do the tricks (or…maybe it will just report the same value as what gets displayed). I’ll try when I get a chance
It would sure be nice if that works since an “old school” analog voltmeter would probably be easier to read and a “new school” A-D converter could be used to get the readings into a computer.
Thanks, interesting indeed. He insists a lot on the interest of using the Amp readout mode, and I definitely agree, but I wasn’t able to get anything other than the idle current being displayed there on mine (hence the need to try that other tip you mentioned with measuring VO, which I still have to investigate)…maybe there IS a defect in my unit that this Amp sense is not working correctly.
Or maybe it’s just a software/firmware issue in the VFD - since he and Piotr are apparently using manual RPM control (and started from factory settings)!
So, I finally tested that PD0054=1 and monitoring the voltage between VO and ACM, and…was disappointed to see that it gives me similar results as what shows up on the display. I read 0.75V after a 5min warmup of the spindle, while the display was reading 1.6A. After beginning the test cut (1/4" 3 flute for 1/4" DOC pocketing in MDF @ 180ipm and 20000RPM), the value did not change…at all.
And while not cutting, once the spindle warm-up is done, the Amps are the same whether I’m at 5000 or 24000RPM. Hopefully someone else with a Huanyang VFD could confirm whether they do see the “Axxxxx” readout change during cuts ?
I will hook up my Huanyang VFD during the weekend and test the same. I’m currently using a Omron VFD, but I have the Huanyang that came with the spindle in a box.
 The manual says “A0003.0 = present set frequency is 50Hz 3A”, which is pretty ambiguous, and later says “A50.0 : displays output current”
The manual says “A0003.0 = present set frequency is 50Hz 3A”, which is pretty ambiguous, and later says “A50.0 : displays output current”