Hey,
Does anyone here know how to test the carbide spindle kit?
I have my bits programmed to run at 18000 rpm but I’ve noticed that the read out on the VFD is only at 16250…
I have a feeling that my VFD isn’t operating correctly, though I can definitely be wrong.
Thank you in advance.
Also, side note, does anyone know the code that pulls up the jog menu on Carbide Motion when you do NOT have a job loaded?
Edit: I figured out how to test my VFD, still unsure of why it is not spinning up to my programmed speed
I noticed the same thing with my C3d spindle kit. I asked here but didn’t get much response so I started a support ticket. C3d told me it was normal to have about a 10% difference in rpm . I just adjust accordingly in CC to account for this. No big deal for me.
Yea, I just add 10% like you described. I actually created custom profiles for the bits I use commonly. For example, I made custom profile for my 1/4” endmill and set the tool rpm to 20000. That gets me about 18200 rpm or so on my VFD.
for myself i have noticed it is not 10% everytime, its fluctuates between 5-10 for me. so there are times where i find when i set my speed to 21000 it spins at 19270 ive seen it go as high as 19800.
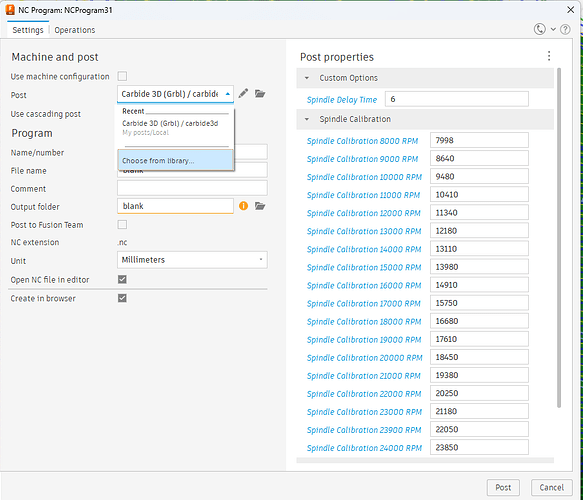
It is not a issue of the VFD itself but of the PWM signal it receives from the controller. The PWM signal variances are not linear and can fluctuate by 5-50 RPM based off of temperature. You can use a custom post processor to interpolate the correct speed based off of a calibration table to get within 0-10RPM of intended setpoint.