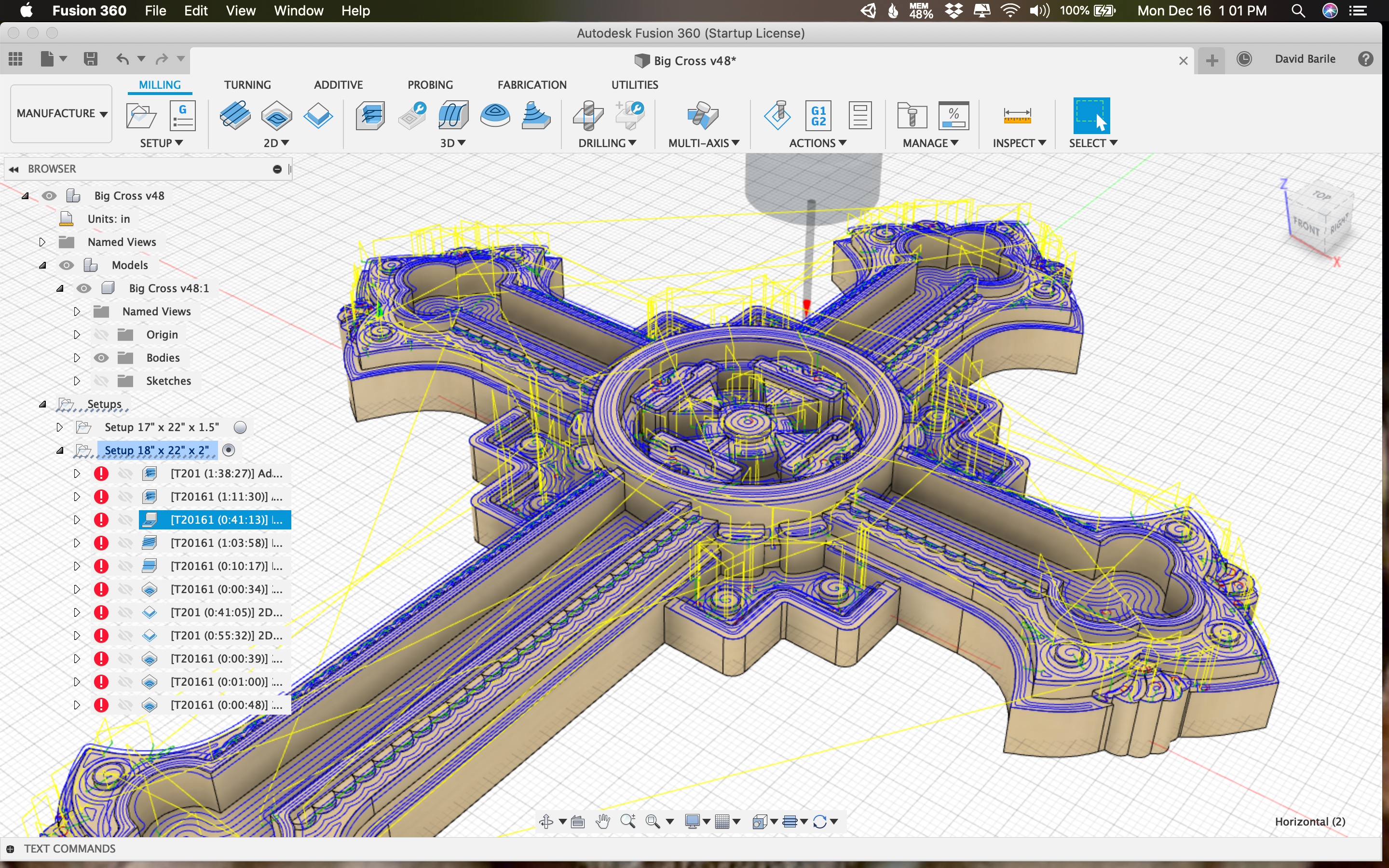
Here is one of my latest original creations I carved on my Shapeoko XXL. It’s 2" walnut wood with several pieces laminated together to create a large enough piece of stock. Gold paint pen to highlight it. I’ve been using downcut end mills lately for my finishing passes, and it cuts down my sanding a lot, plus it minimizes chipping of small details. I did the first iteration in poplar, which is a much less expensive wood, to account for mistakes. It turned out as good or better than the walnut one. I use Fusion360 to model and create toolpaths.
My strategy for toolpaths has been:
- 3D Adaptive clearing with a large end mill, then successive passes with smaller end mills using Rest Machining and leaving about .04" axial and radial stock to leave for cleanup passes
- Horizontal pass with a 1/8" downcut end mill, leaving a .02" radial stock
- Ramp pass with a 1/8" downcut end mill, with no stock to leave
- Pencil with a 1/8" downcut end mill with no stock to leave, to clean up all the corners and edges
- Cutout with 1/4" end mill, and triangular tabs (which prevent the bit from stopping horizontally and leaving marks on the edges)
In general I use .08" - .09" stepdowns with a relatively quick feedrate. This is slower overall, but I find it minimizes chipping and the potential for mistakes, as the end mill can never make a bad gouge into the stock at such a shallow depth. The peace of mind is worth the extra time, so I can be in the other room with just an ear cocked for unexpected sounds.
Total milling time, including tool changes: about 8 hours