There’s an observation at: http://www.shapeoko.com/wiki/index.php/Workholding
A comment on spacing — some sort of ratio (phi?) is likely more useful than even spacing.
When I did my first threaded insert table, I was constrained by local availability (small town, I cleared out pretty much all the stores w/in driving distance): Shapeoko CNC Router, Rigid, Accurate, Reliable, and Affordable
and eventually arrived at this:
(due to how it’s drawn / placed around the origin only half the holes show — a second constraint was designing it so as to be boot-strappable w/ minimal equipment beyond the machine itself)
While I really like the centered holes, the argument is that when flipping, aligning along the center doubles any error.
Probably the best thing to do is grab a half-dozen or so projects like to those which you plan to make which have parts of varying sizes and work up work-holding for them. Definitely suggest you tour your local hardware store, identify suitable blanks which can be easily transported home and cut down to make spoilboards — worst case is you bolt such spoilboards to the wasteboard and then screw (suitably flat) stock to it.
The other thing which I contemplated was an array of holes starting from the bottom left corner, something like:
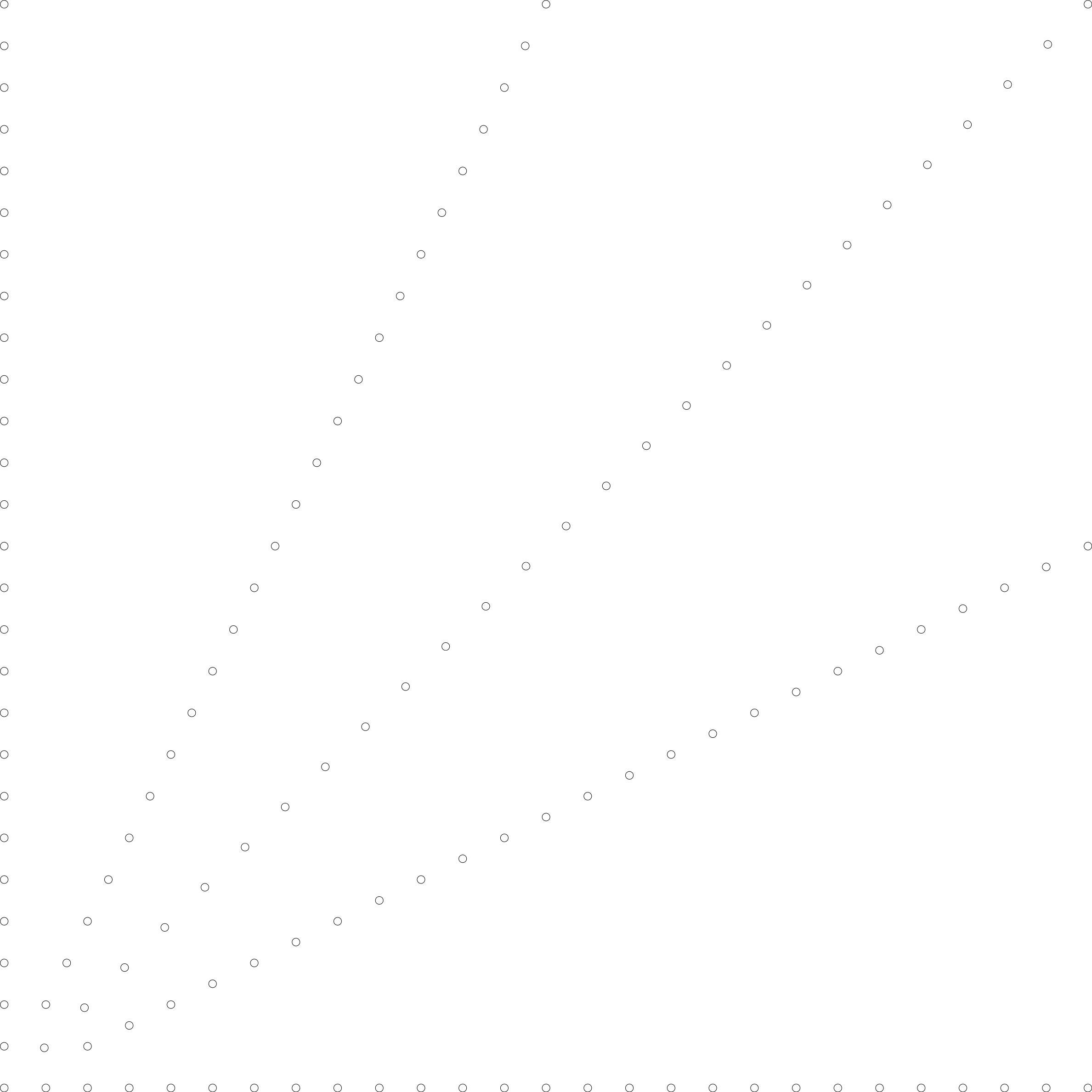
Naturally the 9 holes in the bottom left would be sized around the smallest fixture one would be likely to use, the spacing would be more even, and probably I’d use Phi to space out the holes along the diagonals (I’d probably keep the evenly spaced holes along the bottom and the holes on the left would be slightly less than a clamp’s length outside the work area — I’d also strongly consider similar lines of just outside the work area at the back edge of the machine and along the far right).
Last consideration: spacing of the holes along the outside edge should be at least almost as long as a clamp will reach, and at most, slightly less than the clamping distance afforded by two clamps.