Wondering if anyone has experienced what seems to be random lines in carves? I have an example picture for reference.
I thought maybe it was a bad file, but it’s showed up in a couple different files for me now. Weird thing is that I think the lines are pretty consistent. So if I make more than 1 carve of the same file, the lines will show up in the same spots.

It looks like its all over your part and is at 45°. Looks like skipped step(s) in X or Y. I’d guess a skipped Y. It doesn’t get worse as your cut progresses, but it is there.
Are you cutting with higher feeds and or speeds than the machine will work with?
Is there some aspect of the machine setup where there could be mechanical interference?
Could you post your .c2d file here or send it in to support@carbide3d.com ?
I have noticed that in CC when setting up a 3D carve with very small stepover(~0.150mm) & rotating the raster pattern to a non-perpendicular angle causes some variance in the raster pattern. It doesn’t maintain perfectly parallel toolpath lines - which results in l slightly wider step overs in seemingly random places around the edge usually.
So I would check the CC file & the toolpath’s generated to see if there’s an issue there.
We’ve got a test job internally with a similar problem that we were just working through.
We noticed the same behavior: the lines always go from one vertical wall to another, and they don’t drift or accumulate. They tend to reset back to the correct height.
We haven’t seen anything in the toolpaths to indicate a problem (for the files we’ve looked at) and the pattern looks a lot like backlash.
Are you able to cut a clearance section around the perimeter prior to the 3D passes so the cutter doesn’t run into the vertical wall? If we’re correct about it being backlash then the lines will go away or be greatly reduced. (Then we can look for the root problem)
3 Likes
Hi @CrookedWoodTex, thanks for you response.
It is at 45 degrees because I set my 3D finish path to be at 45 degrees.
My Feeds and Speeds are what ever the default values are for my carbide 3d bits are set to. I didn’t change the tool db settings, and I didn’t increase or decrease the feedrate while cutting.
Hi @WillAdams
I don’t think there could be interference. do you mean like electrical interferance? or Mechanical interference? There definitely isn’t mechanical interference, the machine can smoothly hit all points with no problems with hitting anything or the like.
I’ll send a copy of the .c2d file to support. Thank you.
Thanks @Chaotica
I can certainly try to do the carve again with perpendicular angles for the 3d finish and see if that makes any difference!
Thanks @robgrz
I can certainly give that a shot! Interesting theory. I also noticed that for some reason on this carve that while doing the 3d finish with the 1/32" ballnose carbide bit, it all of a sudden would plunge through the piece almost all the way through. Do you think this could also be related to hitting the vertical wall? Someone else had mentioned similar behavior for them in a facebook posting. It’s a private group, so i’ve attached a screenshot of the comment:
Here is an image of where the holes were bored through my piece. I thought my bit was going to be destroyed for sure! but it is fine, unscathed!

Did you fully model the stock?
This sort of thing can happen if you model only the 3D model and then select the perimeter of the auto-traced geometry — the interstices where the stair steps of the 3D model’s underlying pixel image will show through as voids to be cut:
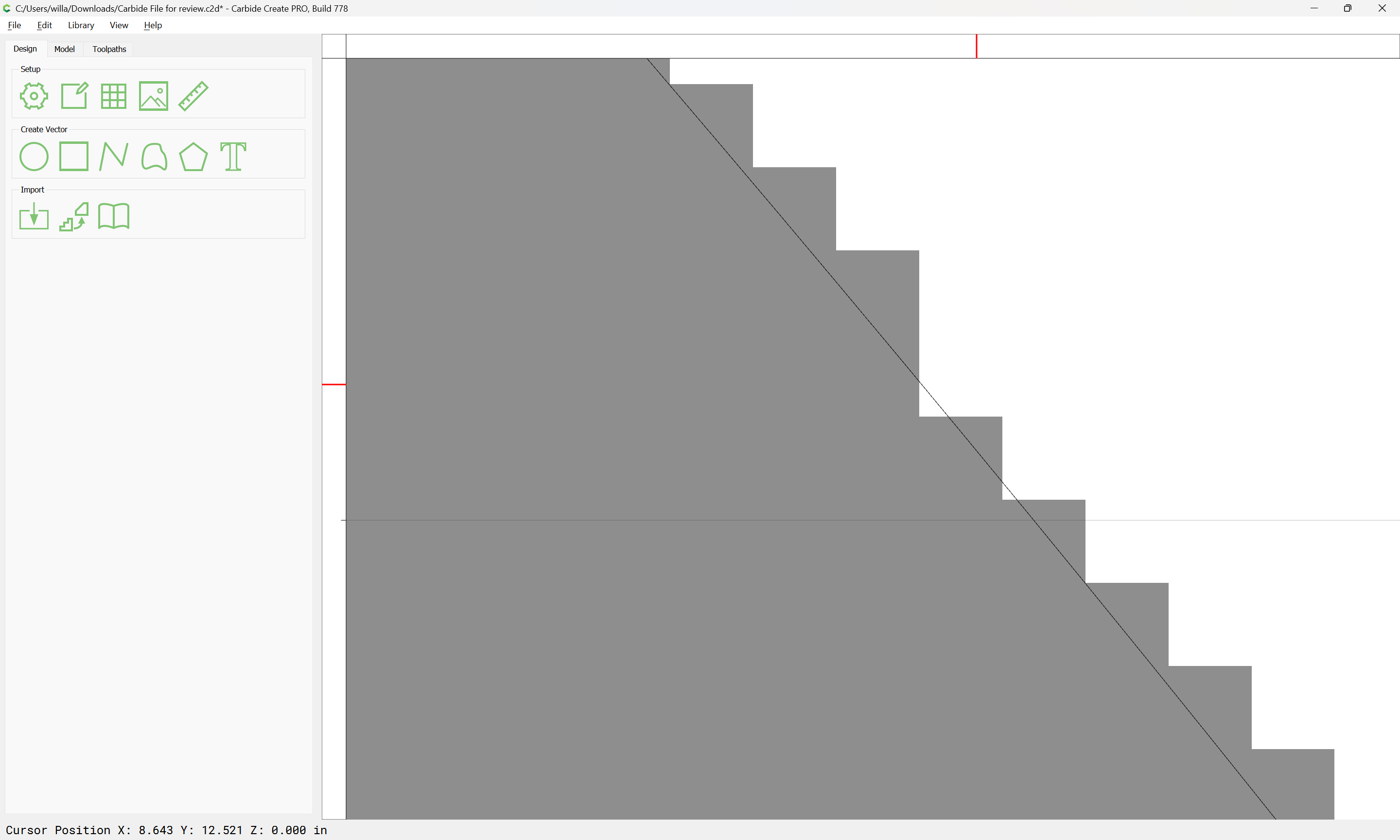
Either fully model the stock, or slightly inset the auto-traced geometry.
My assumption would be that the plunge is the edge of the part being reached, but the toolpath area is defined to be just a little bigger. I’d need to see the C2D file to know for sure.
File was sent in — posting it to team chat now.
One thing that jumps to mind, try creating a very small vector enclosing
the bad part using your finishing bit and specification. If the problem disappears, it might be related to some rhythm of your full work piece relative to some stepper faults such as missing steps in combination with load applied and speed, this being a signal of worse to come?
Are the bristles of your dust boot touching the stock in any way? I had an issue with my bristles on my dust boot actually pushing up the spindle as it moved back and forth, so the “flat” parts of my carve were not flat. This doesn’t really look like that, but figured I might as well throw it out there. This is way too repeatable. It is interesting to note that it appears the lines are more pronounced where the carved relief is higher, closer to the stock surface.
This topic was automatically closed after 30 days. New replies are no longer allowed.