I think I am ready to start milling aluminium: I can type it correctly almost 5 times in a row.
While searching for supplies, I realized there were dozens of AA’s. Different softness (or hardness) in particular but also some are made for welding, casting, milling and what not. I mostly found common usage rather than strict usage.
Are there specific must, should or don’t use I should be aware of ? In particular, what can our Nomad 883 (v1) reasonably take or not take ?
I would like to carve into 10-40 mm blocks; not just flat stuff. My short term plan is to build my own vice as a learning exercise. Other stuff of this style: http://imgur.com/a/1hY3K
I’d suggest 6061 since it is easily accessible, not too hard, and generally good for starters; however, I’d suggest you start with one piece and just experiment with how fast (slow) you need to mill and the amount of material you can remove at once (very small).
edit: After I posted this I realized I was coming from the perspective of what’s the best from what is readily available from suppliers around me. I understand 2011 is good also, but have not personally used it and the local shop seldom has any.
Warren.
While the nomad is capable of milling aluminium - very slowly. I don’t think it is really rigid enough for milling out a whole table fixture like you have shown in your link. It probably could be done but you would just about go spare waiting for it to finish.
If you really want to do this I would suggest making it from Acetal or as you say in the United States “Delrin”. It can be tapped and the threads are quite strong.
Regardless, even for small aluminium milling you will want to use coolant which again can be a bit messy and it’s not really what the machine is designed for.
All that said, I’m sure this can be done, in aluminium on your machine, it will just take a long time!
Some other options are buying a low profile vice of carbide 3d or drawing up your design carefully and sending it to a local shop to have them make it for your in a couple hours.
I totally agree. I’ve been hesitant to be too negative about metals on the Nomad, but so many people seem to want to do this that it is only fair to mention the rigidity really isn’t there for anything other than very light milling… also, you have to consider that you really can’t just “make a more shallow cut”… you end up not cutting at all, and just rubbing and you heat up your endmill (which with metals you are probably only every using the very bottom/side couple of thou… so you are going to dull or chip a $50 endmill).
Not saying you can’t do it… honestly though I think anyone wanting to mill metals should get a small piece of aluminum and a bit of brass, and give it a try and see if they are happy with the speed, and the vibration. YMMV.
For starting out I would strongly suggest 6061 or 6075. The 6xxx series is specifically designed to provide excellent milling characteristics while providing an excellent strength/weight trade off.
Stay away from 7xxx - they are near steel in hardness - and the 2xxx series too - they are high strength alloys.
Online Metals is a good US source. YMMV.
Do consider getting ZrN or TiB2 coated end mills. This will decrease the cutting resistance and allow for less heat, less end mill wear and faster feeds and speeds.
The Onsrud 63-604 is an awesome choice for milling Al alloy.
Please see:
My short term plan is to build my own vice as a learning exercise.
Truly a worth project. It’s FAR from non-trivial to make a good vise (which is why we usually buy them) but it’s also far from rocket science too!
Do consider a program like G-Wizard to deal with the feeds and speeds and cut depth.
mark
P.S.
6061 and 6075 on the Nomad as relatively easy. They can be machined dry - slowly - or with a bit of hand spray on (soy based) lubricant. It’s all about using the right depth and feeds and speeds. Comes out just fine; no need to hesitate.
I’m milling 2" x 2" x 2" blocks and 0.125" sheets of 6061-T651 right now… dust head for my Nomad 883 Pro.
When I’m done, I will do a Turner’s cube, just for grins.
P.P.S.
Mill rigidity is about accuracy and precision AND being able to maintain those at maximum rate when cutting the expected materials. The Nomad 883 was designed for Al (6061). The Nomad 883 Pro is arguably a bit better at it but not hugely so.
The Nomads are very rigid; non-ferrous metals are fine. @ApolloCrowe did Titanium (which is much harder than 6061)! Run the Nomad properly with shallow depth and the rigidity isn’t an issue.
All that said, slowing a feed isn’t the correct solution. One has to machine for RPM, feed, speed and depth simultaneously. Then Al alloy isn’t hard.
I kinda figured the bed was out of my machine’s league and ordered one from hightechsystems; should arrive this week. I was thinking about milling some fixtures and attachments for it – seemed quite interesting already.
I also understand and agree on the time etc. I actually own a vice and all I need; I simply meant to practice something of reasonable complexity before settling on much simpler things that I usually need (small equipment for the science lab I built for my kids). I might skip the vice eventually but I’ld really like to test aluminium (and brass and copper etc).
I also peeped at a Tormach 440 but my wallet slapped me when I winked at it. Oh well…
Acetal is a great idea (I’am a french speaker from .be so let’s go for that name)! Never heard of it before. Synthetics look interesting… I had a blast last week cutting a test tube holder out of plexiglas: watching the nomad zoom through the material was mesmerizing and the cuts were very professional. The chips flew and stuck all over the nomad (static charges) but it was less messy than wood (no fine dust). Will do again! Now I need to source some acetal
yeah, it is mesmerizing aye! you’ve probably already worked it out but when you are cutting multiple holes make sure you tick the right box in mesh cam else it will mill one waterline of one hole then one of the next hole and so on, you want it to mill all the way to the bottom of one hole and then go to the next which meshcam can do, just tick the right box, and yes acetal is great stuff and easy to machine without fine dust.
glad your having fun making chips! I reckon your fixture clamps and things could be done on the nomad, certainly the rigidity of aluminium is better than acetal for that sort of thing. you just have to be patent and follow all mbellon’s instructions for material selection, G-Wizard (make sure you set it up for spindle power compensation for the weight of the machine or the feeds are way to high), use lube and coated mills.
I kinda figured the bed was out of my machine’s league and ordered one from hightechsystems; should arrive this week.
You’ll find the bed very, very flexible and useful. Keep in mind that you can create your own fixtures and clamps for it!
Remember that with a sea-of-holes bed one needs to mill a spoiler for each job. Hold it tight and mill it flat.
I might skip the vice eventually but I’d really like to test aluminum (and brass and copper etc).
Copper gets the standard warning that it needs to be pure. Any Beryllium in it can quickly kill or injure you.
6061 and brass can be machined dry… just be careful to have a true feeds and speeds solution (like was G-Wizard provides). Solid carbide, micro grain end mills - coated (ZrN/TiB2 for Al, AlTiN for all else).
A soy based lubricant and a spray bottle to far to help out too.
Acetal is a great idea (I’m a French speaker from .be so let’s go for that name)! Never heard of it before.
Acetal is the generic name for Delrin. This is a plastic that we all drool over. It’s an amazing material. A bit pricey but AWESOME to machine and use.
The chips flew and stuck all over the nomad (static charges) but it was less messy than wood (no fine dust).
A dust head really helps with this.
Synthetics look interesting… I had a blast last week cutting a test tube holder out of plexiglas
Plexiglass is a generic term. There are two common materials - Polycarbonate and Acrylic. The former is easy to machine, flexes nicely and has good transparency. The later has excellent transparency, resists scratches, but is brittle; it is a bit touchy to machine well.
If anyone has milled an aluminum part, it would be great to post a picture and the estimated time it took to mill. I think that would go a long way to help others considering what is possible, given the time involved.
Titanium is far harder than aluminium to machine - it’s a right prick to be fair. But he has a clever way of cooling it in a pool of collant surrounded by what looks like hot glue.
Can you explain a bit more detail, cutter size, coating, type, number of flutes, slot width and length, material thickness, what coolant you used if any, feed and speed.
Sorry that’s a bit more than a bit but I just want to be able to replicate your epic success
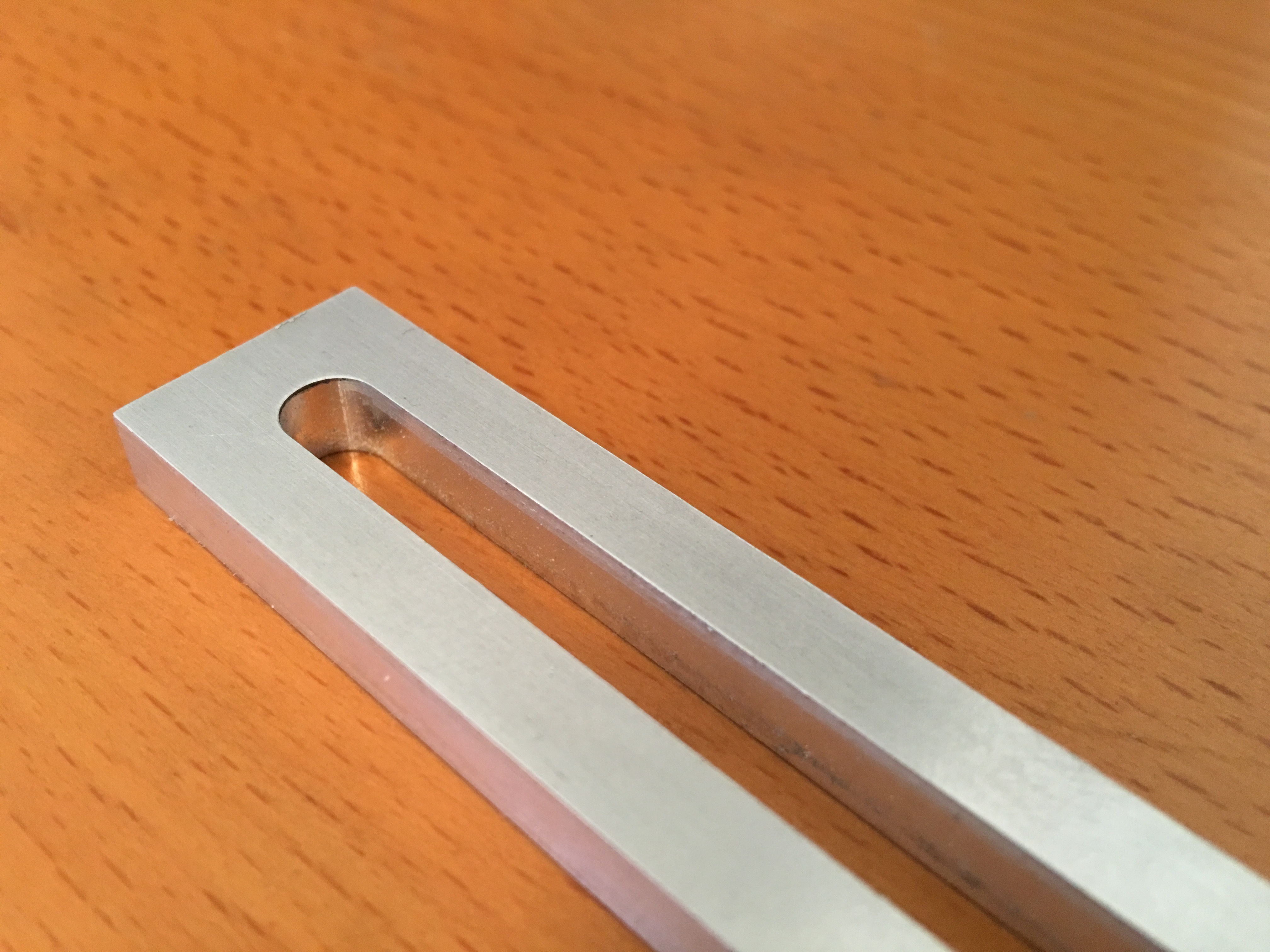
Sure. I just realized that this particular piece was not done on a nomad but a shapeoko 3. But my experience with a Nomad (original) is similar. The key to a good finish is to take it slow, not in feed rate, but in depth of cut. You don’t want to go too slow in feed rate because it will cause rubbing and will create excessive heat and dull your bit quickly.
The source material was a 0.25" 6160-T651 aluminum sheet from inventables.
I was using a 1/8" ZrN coated 2 flute end mill from precise bits.
The feed rate was about 20 IPM (but if you are running on the Nomad, it should be lower at around 15 IPM since you max rpm is lower), depth of cut 0.0625" and 0.0625" slot width.
If you are using mesh cam, please note that the slot width is not guaranteed unless you always start cutting from the outside.
No coolant was used, I just vacuum the area from time to time during the cut.