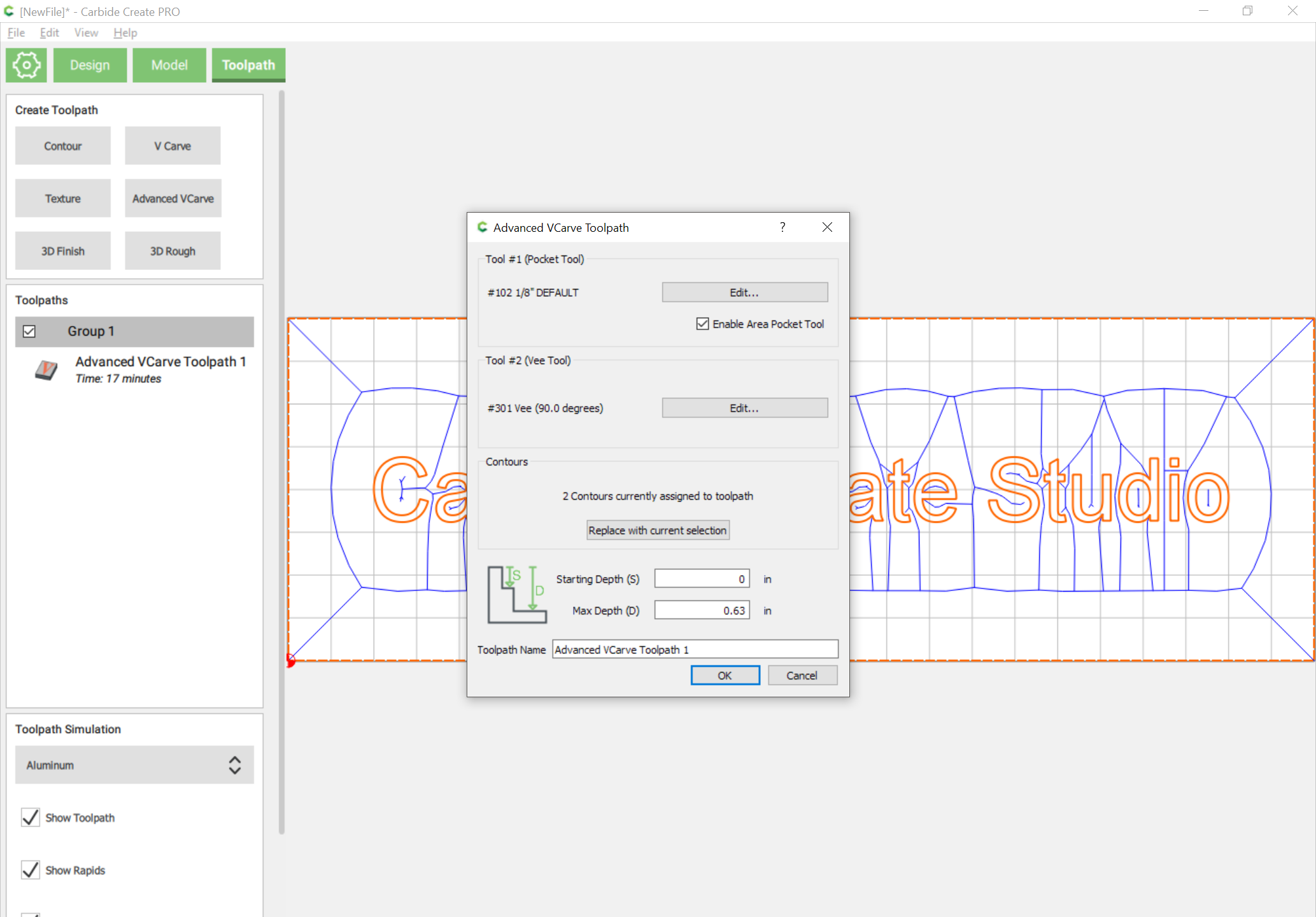
This is what the new Advanced V Carving feature in Carbide Create is for:
https://carbide3d.com/carbidecreate/beta/