Hey guys- I’ve been reading up on endmill information on the boards. To this point I’ve been using the standard 2 flute upcut EM. On this plaque I’ve been working on (aspen wood, a soft hardwood) I’m getting a large amount of shavings on the top, as well as an ugly bottom of my pockets. See attached picture. (Most of the wood strings were already sanded off). I will mention the carving has a 3d contoured top with the pocket following the 3d contour as well. I need to experiment with different toolpathing the bottom of the pockets, I’ve tried my 1/8 EM as well as 1/8 ballnose. Would a compression/Down cut but be the way to go here? Or perhaps different tool pathing? Thanks guys.

I would use a downcut end mill as it will not lift the fibers on the edge of the pocket. Ramp the cut as well if your software supports it.
I think many people have misconceptions on compression end mills. A compression endmill is one half downcut and one half upcut. As an example if you cut a piece of wood with a compression end mill but do it in shallow passes then the upcut portion is doing the cutting (and lifting the fibers) the downcut is not engaged yet and by the time you get deep enough the fibers are already lifted by the upcut action. To solve this you must cut deep enough on the first pass so the downcut portion of the bit is cutting the top side of the board and the upcut portion is cutting the opposite side. This type of cut will result in the fibers on both sides of the board being pulled to the middle of stock and not be lifted. Not an easy thing to make that heavy a cut with a trim router on a SO3 in my opinion.
I think you can do better with a downcut bit and using the wasteboard as a backer board to keep a clean cut. I would not use a downcut for drilling operations as the chips have nowhere to go.
More info than you asked for but I’m feeling preachy tonight LOL. I may be new to CNC but I’ve been doing woodworking for 20 years.
2 Likes
An upcut EM is almost always going to give you a top fringe, especially with a soft wood and aspen has a janka index similar to most pines. However, you should be getting nice smooth pocket bottoms. What is your depth of cut, stepover, and feedrate?
It looks to me, based on the tracks left on the bottom of your pocket that maybe you’re running too high a stepover combined with too high a feedrate. This would cause a lot of deflection in the bit and cause it to drag through the material.
A compression bit would eliminate the top fringe and leave a smooth pocket, once you fine tune those feeds and speeds, if that’s what’s causing the issue. One thing to take into consideration when deciding to use a compression endmill is that your first cut into the material has to be deeper than the transition point on your endmill. For example, the one I use transitions from upcut to downcut around 0.15". So my first pass always has to be that deep, I usually aim for 0.1875. If your pocket is not that deep, then there is no point to use a compression endmill… the engaged part of the endmill will just be the upcut portion and you’ll get the fringes. Compression endmills are much more expensive than up and down cut endmills, so instead of laying out a bunch of cash for one of those, get a downcut endmill. Cut a pass with the downcut, then switch over to an upcut for the rest of the pocket.
For getting a clean pocket bottom, mill down to 0.05" above the final depth, then run a final pass at the final depth at the same speed. So if I want to hit 1/2", I will mill to 0.125", 0.25", 0.375", 0.45", and 0.5"
2 Likes
Thank you guys. I need to check my feed/plunge rates & stepover when I get home and respond with those tomorrow. With the bottom of the pocket not being a completely flat surface (it is contoured to match the curve of the 3d finished top), I’m not quite sure if a standard upcut/downcut endmill will suffice, or if I need to go to a ballnose. But I’m certainly going to buy a Downcut and give it a try.
Also wanted to add- looking up downcut endmills on amazon that they aren’t designed to work on “non thru” slots. Not sure if that’s true?
Sorry, have to chime in here… but have you trammed the machine?
1 Like
Aspen is difficult to work with in this application. Consider a different wood.
1 Like
Sorry for the delay in response, but I wanted to do some checks and calibrations before I reported back. For feed rates, I have been running in the area of 100ips/plunge of 50ips. I’ve tried above and below this. I have not trammed the machine but I have a resurfaced supplementary wasteboard.
I noticed some resistance when moving the carriage to the front and rear. Specifically it would want to “Grab” every 3 inches of movement or so. Checked the pulley set screws (already tight), checked the eccentric nuts (may have been over tightened, backed them off where the wheel is touching and has some resistance), cleaned all the wheels with a toothbrush, cleaned the rails, and also loosened 12 bolts on the ends of the extrusions, and tried to make sure they were parallel before tightening. It appears these have improved that issue of the resistance front to back.
More importantly, I discovered this today :
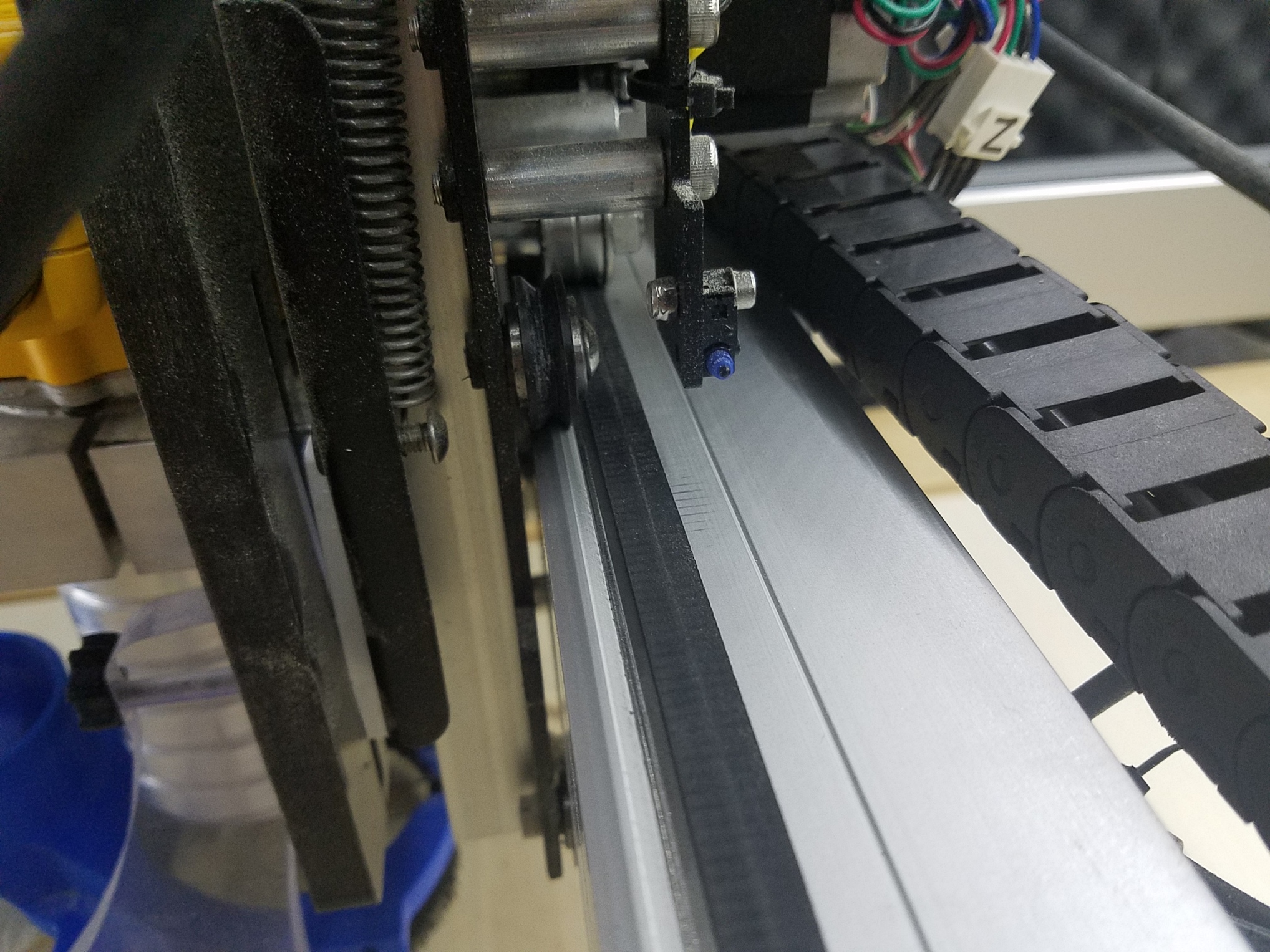
When looking right behind the v-groove, it appears that the (pulley?) is grinding against the extrusion. This could be playing a role in my inconsistent pockets. What’s my fix for this? Are my eccentric nuts too tight or do I need to do something else?
Thanks once again.
The pulleys used for idlers are really closely placed to the bottom of the plate — my suggestion would be to remove them, clear the powdercoat out of the top of the hole, then reinstall. If that’s not enough, you could take a round file and remove some metal at the top.
For what it’s worth I’ve used compression endmills to do stepped cutting successfully by leaving enough material to do a full depth finishing pass. That way I can keep stress low by keeping cutting depth low, but still benefit from the compression geometry.
1 Like
If you are moving the carriage quickly, the back emf will power up the board, and the steppers will get powered up, causing it to “grab” then the power will drop, and they’ll go loose again. Disconnect the stepper cable (at either end, whatever is convenient) and see if it still “grabs.” That’s probably unrelated to your other problems.
The V-wheel not sitting properly on the rail is clearly an issue, but it’s not clear to me why that would be. @WillAdams’s comments probably apply here. Will, is that what you’re referring to?
1 Like
Yes, my comments were addressed at my understanding of the idler bearings riding so low as to dig into the extrusion — this is just cosmetic (once the extrusions are worn sufficiently that they don’t interfere), but not ideal, and easily addressed by the simple expedient of enlarging the holes w/ a hand tool as noted above).
You should be careful not to move the machine quickly enough for it to act as a generator — it’s possible to cause enough current to damage a stepper driver.
In this case, it looks like it’s actually keeping the upper v-wheels off the rail - that seems more than cosmetic?
Cosmetic damage?
“It’ll buff right out…”
It won’t affect the machine’s performance (once the damage is done), it just looks awful — if anyone has issues with this which clearing the powdercoat out of the holes won’t address, drop us a line at support@carbide3d.com and we’ll do our best to help.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.