When I do a profile cut, there is always a vertical groove on the side of the final cut. It’s difficult to get a good clarity on the issue with a picture so I will do the best I can to explain.
The groove, dip, contour is in the shape of a 0.25" end mill sphere. It’s always on one side … not sure if it’s where the start or the end of the cut when the end mill plunges. It’s not to deep of a dip, groove or contour but you can definitely feel it with your hand. A bit of sanding and it is smooth. Describing it as a groove may not be correct but a slight dip. I notice this when I was cutting a heart shape box among other box projects.
Z plunging … play in Z axis v-wheels. I might have to revisit if I have a v-wheel too tight causing the Z axis to pull to one side. I experienced this issue on my Y axis not tracking straight.
Maybe going through that thread could help you, I reported the exact same difficulty a while back and it was an interesting discussion about deflection, and how to deal with it.
It’s like @mikep and @neilferreri said, it’s deflection. Even with a machine that is ok from a mechanical standpoint, the endmill+machine deflection can end up causing that groove. I have written a short bit on this here.
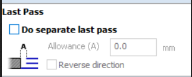
The best way to address this is to go for an oversize/undersize (depending on whether its an outside profile cut or a pocket) cut first, and then a second cut to shave off the remaining material from the perimeter of the cut, to get to the right dimension: during that second cut, since the endmill will be removing only very little material, it will not deflect at all, and give you a nice even finish all around the piece. In CC, this takes a bit of adding extra geometry and toolpaths, but I see you are using VCarve and it has a great little option that you can use to deal with this: check the “Do a separate last pass” box in the profile toolpath options:
setting the allowance to 0.5mm for example (there is even the option to reverse the direction of the cut for that last pass only, since sometimes it gives a better finish, i.e. it uses climb milling for most passes, and conventional milliing for the last pass)
Another way to is add a lead-in/lead-out to the toolpath (check the “Leads” option in the toolpath menu), it will take care of that groove too.
in CC what you can do is make a 2nd tool in the library that is, say 0.255" and first cut with that tool (that will leave 0.005" material in reality) and then do a final cut with the 0.25" tool from the library (both same physical tool of course). The second cut you can likely even do at full depth as a single pass
I just learned of that oversize tool trick after watching a Vectric Christmas video about cutting out parts that will eventually go back together to make a scene. I couldn’t understand why the fellow didn’t make some sort of allowance in the cuts. Well, he did! He chose an oversize tool!
Yes I did a quick job the other day with 4 round cutouts that looked perfect until the bit came out on the last pass and left an indention on my part but it was not critical for the purpose. I took the opportunity to check all axis tramming and squareness and and found was no slop, the HDZ is rock solid and so are the X and Y, the machine was square and trammed. I also attributed the problem to bit deflection and said to myself that I have to remember to do a last pass for projects where part finish is important.
Having low to no stock on hardwood (purple heart and maple) that I experienced this issues makes it difficult for testing out my issues and experimenting with all advise solutions.
But having the knowledge and resources (many Thanks to ALL) to feed on till my inventory of wood and or scrap wood increases from left over projects to experiment in the road ahead to this new found hobby.