Hi everyone, I’m having Z axis issues that just came out of no where. I am trying to cut .20 deep pockets for some inlays, but for some reason it is only driving the bit down .16 deep. I am doing everything the same for every job I do but now all the sudden for this current project it is deciding to be off by .04. Might be a dumb question but could weather cause this issue? My CNC is located in my garage with no heat and it has been low 30s recently.
I zero my bit with a BitZero set for the bottom left corner and everything zero’s properly
I load the job which then instructs me to install 1/8th endmil, I install it, and it proceeds to bring over to my Bitsetter
After that I turn on the router and everything looks like it is working as planned, until I notice its not going as deep as it should.
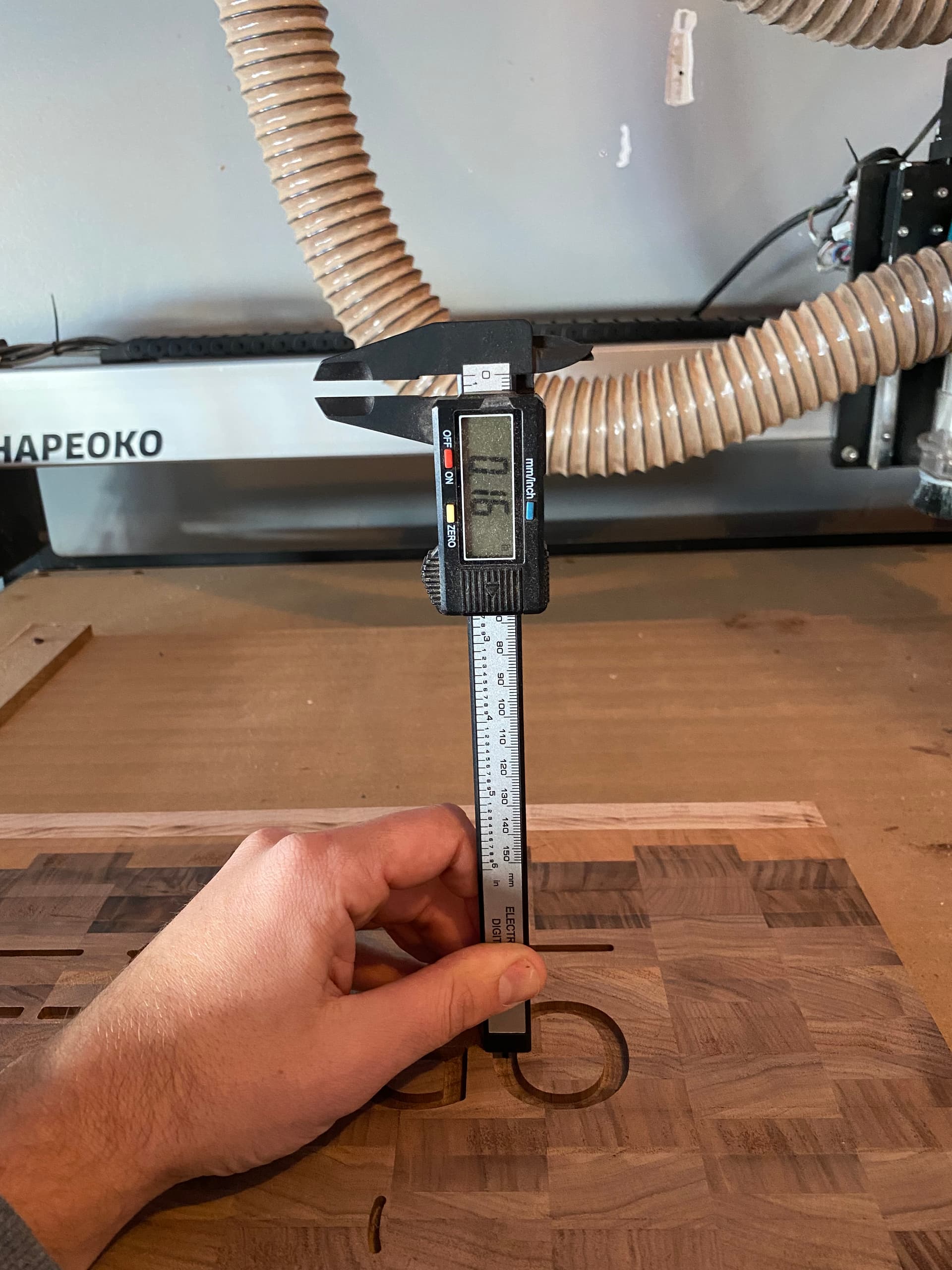
I attached a picture to show the current depths reading .16 as well as my file.
(not trying to be political this is a customers request haha)
After it has run the job, can you go back and check if the Z zero is still accurate? If the axis is losing steps when you return to XY zero and jog back down to Z zero it will be high.
Are you setting zero from the top of the workpiece or the spoilboard?
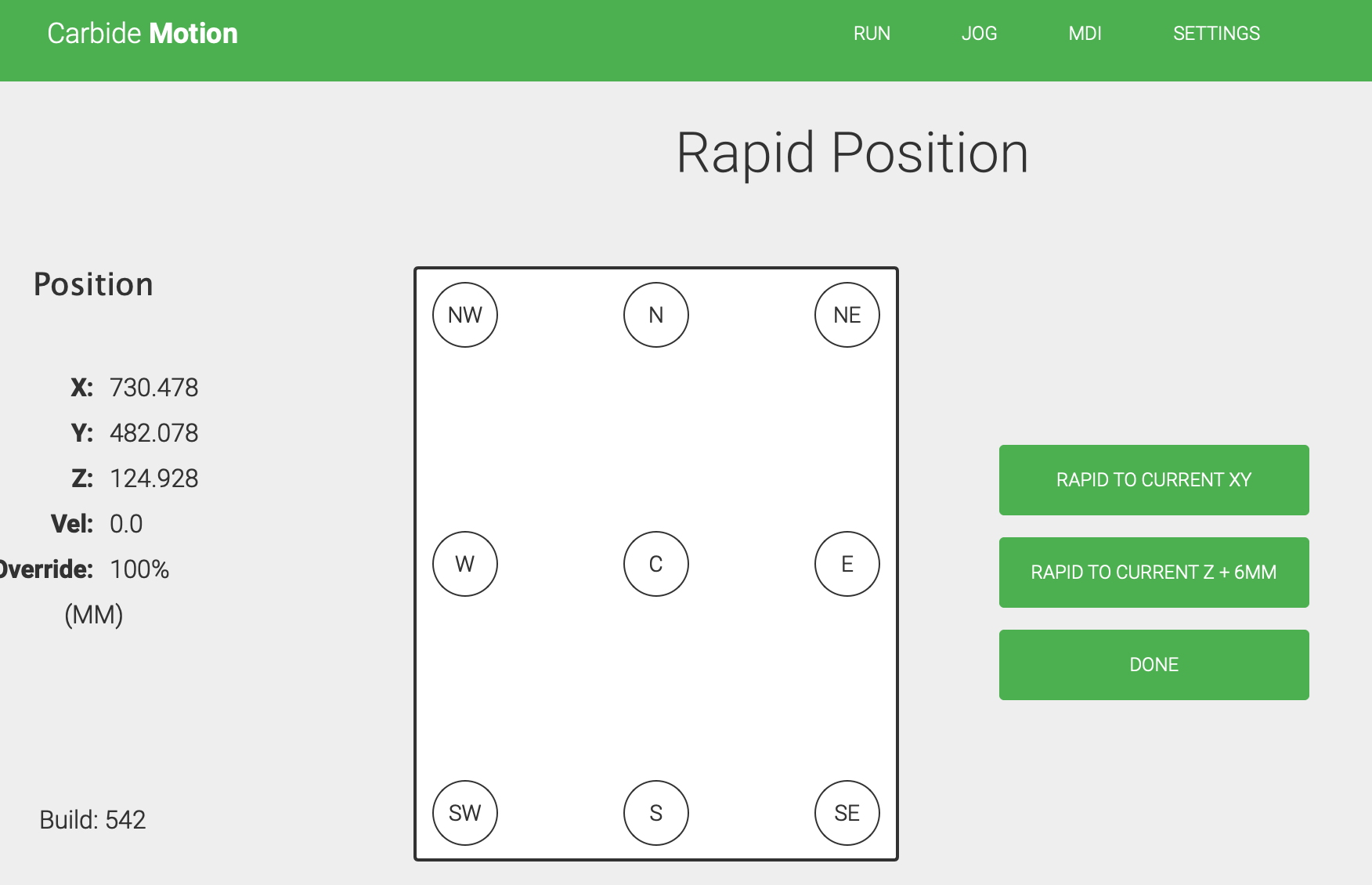
After the job, or after you stop the job, if you go to the jog page in Carbide Motion, make sure the Z height is jogged clear of the workpiece, press the “Rapid Position” button and choose “Rapid to Current XY”.
And that should be right at the top corner of your workpiece, if it isn’t then either the machine lost steps on Z during the job or the bitsetter workflow is causing an issue.
I know nothing about bitsetter but causes of lost steps during the job are likely to be
Router bit futher up in the collet than normal meaning you hit the maximum Z plunge, the Z Plus is well known for this on small cutters
Some obstruction or lubrication problem stopping the Z axis moving smoothly
Ok I just tired that and it is lining up directly with my work piece, so no issues with bitsetter workflow. Only other thing I can think of is my piece isn’t the same thickness all around but I check all 4 sides and nothing varies more that .01 so that can’t be the issue. And my waste board is brand new I just surfaced it last week so I dont see how there can be any issues with the wasteboard not being flat
Well that would suggest that it’s the toolpath not going deep enough in the workpiece, there’s no steps lost during the job and the Z zero is correct before and after.
I’ve never used Carbide Create so I’ll have to leave that to people who are familiar with it.
If these are cutting boards are you going to epoxy fill them or use a contrasting wood as a inlay? If it is epoxy what difference does it make if the pocket is consistent depth. If you are going to make a contrasting wood inlay I can see it might make a difference with the male mating half.
Dont have an answer except to ask if your spoil board is level. I use cam clamps with 1/4-20 bolts into Tee nuts. After surfacing I have to sometimes change the bolts or they bottom out on the stock base board and rise up my spoil board in places. Also weather can swell/shrink the spoil board in places. So are you sure your spoil board is absolutely flat and not bumpy. Additionally are you sure your stock if flat. If you measure on the lower left side of the material are you sure it is not lower at the right side?
I downloaded your file and the “Lets Go Brandon” is not centered under the stars. This has nothing to do with your problem just an observation. Plus I just wanted to type “Lets Go Brandon”.
It is going to be a wood inlay so they need to be atleast .20 deep. I just surfaced my spoil board a few days ago so it is brand new. My stock is flat and measures 1.66-1.67 all around, I measured 4 times on each side of the cutting board. I flattened my stock with a surfacing bit on my CNC.
I currently just re- ran the same file but instead of my endmill cutting the full .20 for the depth per pass, I set it to .10. And I checked and each cut is only going .08 deep, I dont know if that helps at all.
I will also add that it is a consistant .16 depth for every letter/ star in the board, which further shows my stock is flat
Could you try setting the zero at the spoilboard, then jog down to Z zero to check it’s exactly at the spoilboard, then get a block of something of a known height, say about 2 inches (measure it with a caliper if you don’t have a 123 block or similar), jog up to that height and check if the tip of the cutter is level with the top.
That will confirm whether your Z axis is calibrated correctly, I don’t see why it would not be but halving the error over half the distance makes me suspicious.
I am unsure. I just tired what you said. Zeroed on the wasteboard and got a scrap piece of wood that measured .88 thick and manually jogged the bit to .88 height and it matched perfectly. I am convinced it has to be an issue with the wasteboard or my piece. Even though everything is showing flat, theres got to be something I am missing.
Ok, now something completely F’d up is going on. I try to do a practice piece of just a simple circle on a scrap piece of pine and after I zero out the bit and load new file and click “start job” it doesn’t move to the front of the CNC nor does it instruct me to insert the bit and go to the BitSetter. Instead it just moves incredibly slow downwards toward my piece, with no instructions to instert any bit or anything. The only way to stop it is to pause/ stop the job… I have never seen this before now I am actually worried.
The gcode file has no toolpath (in the CC project the circle appears to not be selected for the toolpath)
Try editing the toolpath, re-selecting the circle, ok, then (re)save gcode