I do a lot of work with small pieces of brass. Most of these are either punched sheet or lathe cut blanks, neither of which produces a particularly flat part…
Awhile back I started looking into lapping machines for flattening faces in a semi automated fashion. (Note: not lapidary machines for cutting gems, that’s a different beast)
The only problem with a lapping machine is the price. Absurdly expensive for even a small one and even a small one is huge for my needs. I’m working with sub 15mm diameter pieces usually…a 12” lap master is overkill. Though I’d pick one up in a heartbeat if the price was right ![]()
What makes them so expensive? Well, they’re pretty darn precise machines.
The spinning platter needs to be pretty darn flat as that is the surface you are transferring to the workpiece.
The spindle for that lap needs to have very little error motion (at least axially, I don’t think radial error motion matters as much…but I’m no expert so ![]() )
)
There are some built in features such as speed control for the motors and pumps for the abrasive slurry that are probably not too difficult to produce but they’re not incredibly common either. So maybe that contributes to price.
Regardless of why they are expensive, I just can’t justify dropping the cash on one. So I decided I’ll just make my own. I suppose this is documentation of that journey. Maybe it’ll even get finished some day. (Sorry in advance to the mods for the inevitable requests to reopen this thread ![]() )
)
Here is my thought process on constrains for this diy lapping machine:
- an incredibly flat surface to use as the lap
- a bearing assembly with very accurate motion
- cheap
- easy to get our hands on
- relatively small
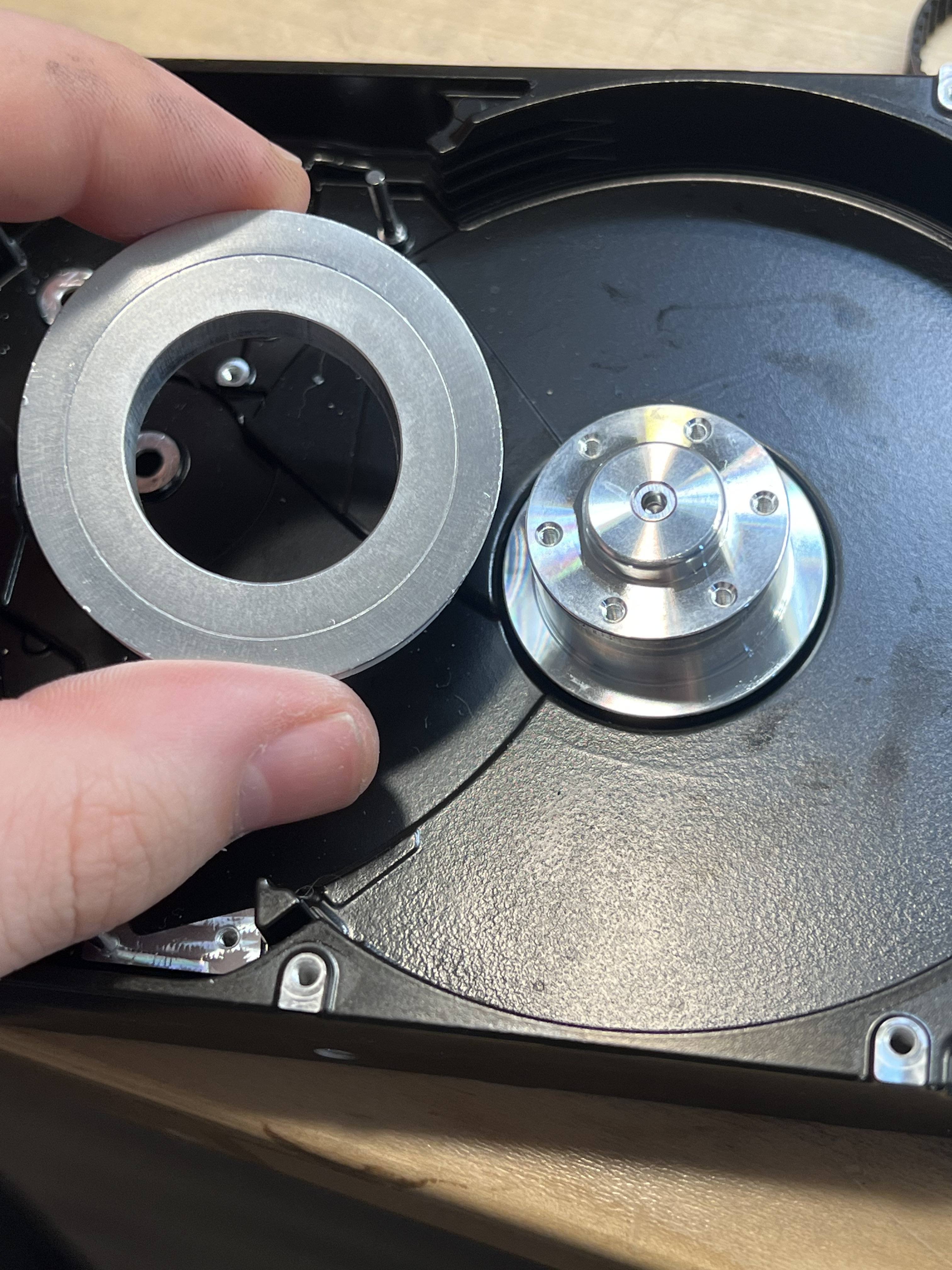
These constrains led me to the 3.5” HDD.
The platters of a hard drive can be aluminum or glass/ceramic. We want aluminum platters. These can be charged with lapping compound to get a good cutting and rolling abrasive action.
The platters are just absurdly flat, probably the flattest commercially produced mass manufactured product in human history.
There are generally multiple platters per HDD which is a nice bonus.
The only problem is that they may have some heavy metals sputtered onto the surface. Platinum and cobalt seem to be common so care must be taken if they are to be used safely.
Cool, that’s the laps figured out, what about the spindle?
Well that’s already answered by the HDD as well! The brushless motor assembly is very precise and fit for purpose to drive the platters we already plan on using. BUT that motor doesn’t have nearly the torque needed for our relatively modest requirements. They generally spin at many thousands of rpm and we’re looking for the high tens or low hundreds of rpm.
Still, I think it’ll make for an excellent stack up if we can drive it with a belt or pulley system.
I spent a bit of time mocking up a test bed and boring out a gear to fit the HDD shaft. It looks promising so far:



Another benefit of using HDDs is that they’re dirt cheap. Don’t go and buy a new one, the broken ones on eBay are usually discarded and sold as scrap because of logical issues. The mechanics of the drives are almost always perfect. So consider it an opportunity to upcycle ![]()
That’s it for now. Just wanted to get the idea out there before I move on for the day.
As always, let me know what you think. There’s a lot more to do on this little project but if I’m headed down the wrong path, I’d rather know sooner than later ![]()
