Warning: Work offset has not been specified. Using G54 as WCS.
I get this error when I generate the G code in fusion 360? How do I fix the work offset?
Warning: Work offset has not been specified. Using G54 as WCS.
I get this error when I generate the G code in fusion 360? How do I fix the work offset?
For setting up Fusion 360 please see:
I will give this a try.
Still getting the same error. Warning: Work offset has not been specified. Using G54 as WCS. I am attaching a screen shot of the setup and my Gcode generated with the error.
Can I leave the work coordinate as Model point set as Box point? Then set Zero using carbide motion to set Zero? Little confused on this setting in Fusion 360. 1001.nc (60.8 KB)
I don’t use Fusion so I can’t directly help you, but if you do a google search for that exact error you can see lots of posts on various forums discovering it and sometimes fixing it.
Not quite sure why you are getting the warning, but I think you can safely ignore it.
EDIT: possible reason here:
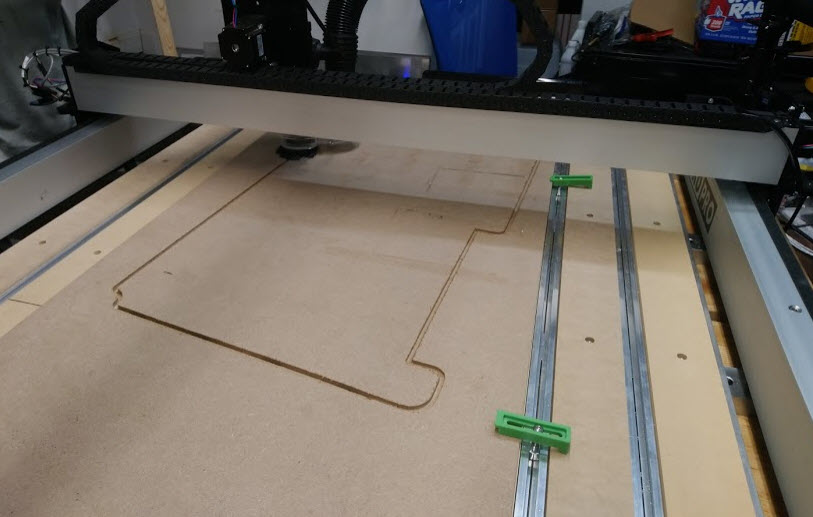
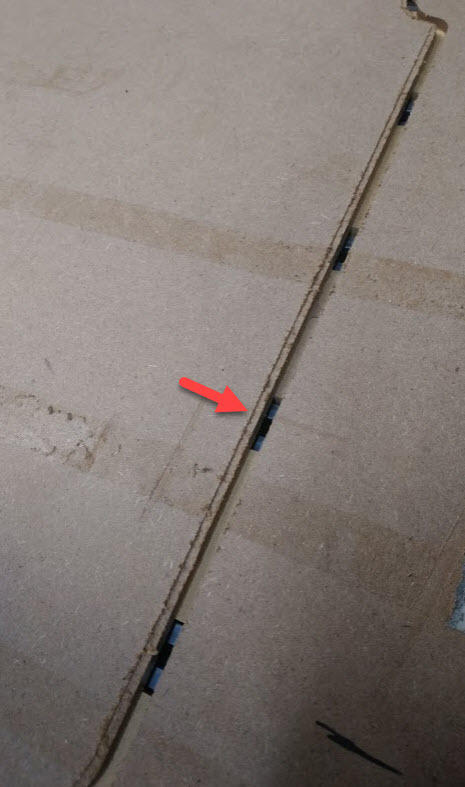
The work offset issue seemed to be a non event. We did a test mill on MDF before we cut the same job in AL. Noticed two issues. looks like on the second pass, the router cut on the surface of the work material photo attached. Also it seems like the job cut .5 mm into the MDF slats. I think its because I had the Passes for bottom height set to stock bottom instead of Selected contours.
Can you share your Fusion file?
What endmill are you using?
Looks like you have a lead-in where you might be losing position.
51377-Z Amana tool Attached is the fusion file. Thank you for your help.Avionics-shelf v10.zip (198.3 KB) Thank you for your help.

Just was able to take a quick look at your file. I’d get rid of the lead-in & lead-out and definitely add a ramp on that profile cut. You also might want to set your “top height” to have an offset of one mm or so. Thin, flat aluminum stock is not really flat, so you might be taking an extra bit of depth in some areas.
Ideally, you want to avoid slotting. You could cut that with an adaptive cut at full depth and come back with a finish profile pass, but you might want to switch workholding to glue and tape if you do that. If you want to stick with the slotting profile, my vote is to go faster (Feed and Speed) and take less each pass.
Thank you for your feedback. I will go back and take a look at the settings.
This topic was automatically closed after 10 days. New replies are no longer allowed.