I’ve taken a look at those.
Specifically I want to see workflows that incorporate the Carbide3D accessories (BitZero, BitSetter, BitRunner) with those other programs.
I understand there are macros that allow you to make use of those, but would love to see demo/tutorials.
I do not use the BitRunner, but I do use the BitZero and BitSetter. I am unsure of exactly what you want to see, but I can let you know my general workflow and hopefully that helps.
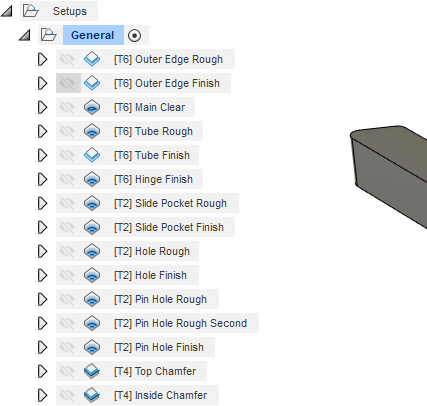
First, I design something in Fusion360, then generate tool paths with different endmills. An example is included in the photo below.
With the tool paths, you see how it has three different tools? This is where the BitSetter comes into play later. After I work on the toolpaths, I save the file on a USB stick and take it my machine. From there I initialize the machine, and set the zero point using the BitZero. With this, I load my gcode, and run it.
The Shapeoko then Prompts me to load Tool #6, and then it moves to the Bitsetter and does it’s thing. It then runs the toolpaths, until it needs to change to Tool #2. The router moves up, prompts me to turn off the router, and moves to the front to load tool #2, and then again does it’s thing.
It is as simple as that, and I change the tool as many times as needed and it finishes as normal.
Are you familiar with the overall Shapeoko workflow and clear on what each step does ? If not, you may be interested in this introduction/refresher?
Here’s another attempt, which could be useful for other people so I will pretend you don’t know anything about the machine:
you first use any CAM tool (Carbide Create, VCarve, Fusion360, or any of the other available CAM software) to produce a G-code file containing one or several toolpaths, each one using a given tool:
whatever CAM software you use, they all need to run a post-processor to generate that G-code file, and that post-processor must generate instructions that are compatible with the Shapeoko (instructions that GRBL, the software running in the Shapeoko controller, can understand).
In CarbideCreate the post-processor is running behind the scenes when you click “Save G-code”, in VCarve the post-processor can be explicitly selected when you use the “Save toolpaths” action, and in Fusion360 it’s the same when you proceed to click on “Post Process”
Now if you happen to include several toolpaths in the file, AND some of them happen to use different tools, the CAM post-processor will include special (M6) commands in the file at the points where tool changes are required.
in all cases, the post processor also includes special (M3) G-code commands to tell the machine what the router’s RPM is (more on this below).
you then use any G-code sender (Carbide Motion and CNCjs are two examples) to load that file and drive the machine:
after initializing the machine (homing phase), you need to set the zero point, so you do that by first jogging the machine roughly where you want the zero to be, and then:
either close-in on the precise zero point manually, using incrementally smaller jog steps until you touch the material in the right place, and then tell the G-code sender that the current tool position is where you want your zero to be.
or you can use a touchprobe like the BitZero to automate that step, by letting the machine close-in and touch three sides of the probe and automatically set where the zero is based on that.
once the zero is set, you proceed to start the cut. You need to set the RPM using the router dial, then turn on the router, and that’s where the BitRunner comes in:
if you don’t have a BitRunner, you will need to manually switch on the router
if you do have a BitRunner, when the machine sees those “M3” commands that were included in the file by the post processor, it will activate a signal (“PWM”) towards the BitRunner, and that tells it that it must switch on the router: it does it for you then.
if your job contains tool changes, the G-code sender needs to do two things:
stop cutting and prompt you to change the tool when this is required: it does that when it reaches a tool change command (M6) in the G-code file.
figure out the length of the new tool, because it’s probably different from the length of the previous tool, and the initial Z zero has therefore become invalid.
this is where the BitSetter comes in: upon machine initialization or whenever you use the “change tool” button in CM, the machine will go and probe the first tool’s length using the BitSetter.
after the G-code sender prompts you for a tool change and you confirm you are done with the swap, it will go and use the BitSetter again. This tells it what the new tool length is in comparison to the previous tool, and then behind the scenes it will adjust the Z zero to account for that, and proceed with the rest of the cut.
The macros in CNCjs (for example @neilferreri’s ones) “just” do the same things CM does for you when you use it:
launching the “touchprobe” macro for CNCjs does the same thing as launching the BitZero probing sequence in CM
the “initial tool” macro for CNCjs and BitSetter does the same thing as what CM does upon machine initialization or when using “change tool”.
the “new tool” macro for CNCjs and BitSetter does the same thing as what CM does after it prompted you for a tool change during a job.