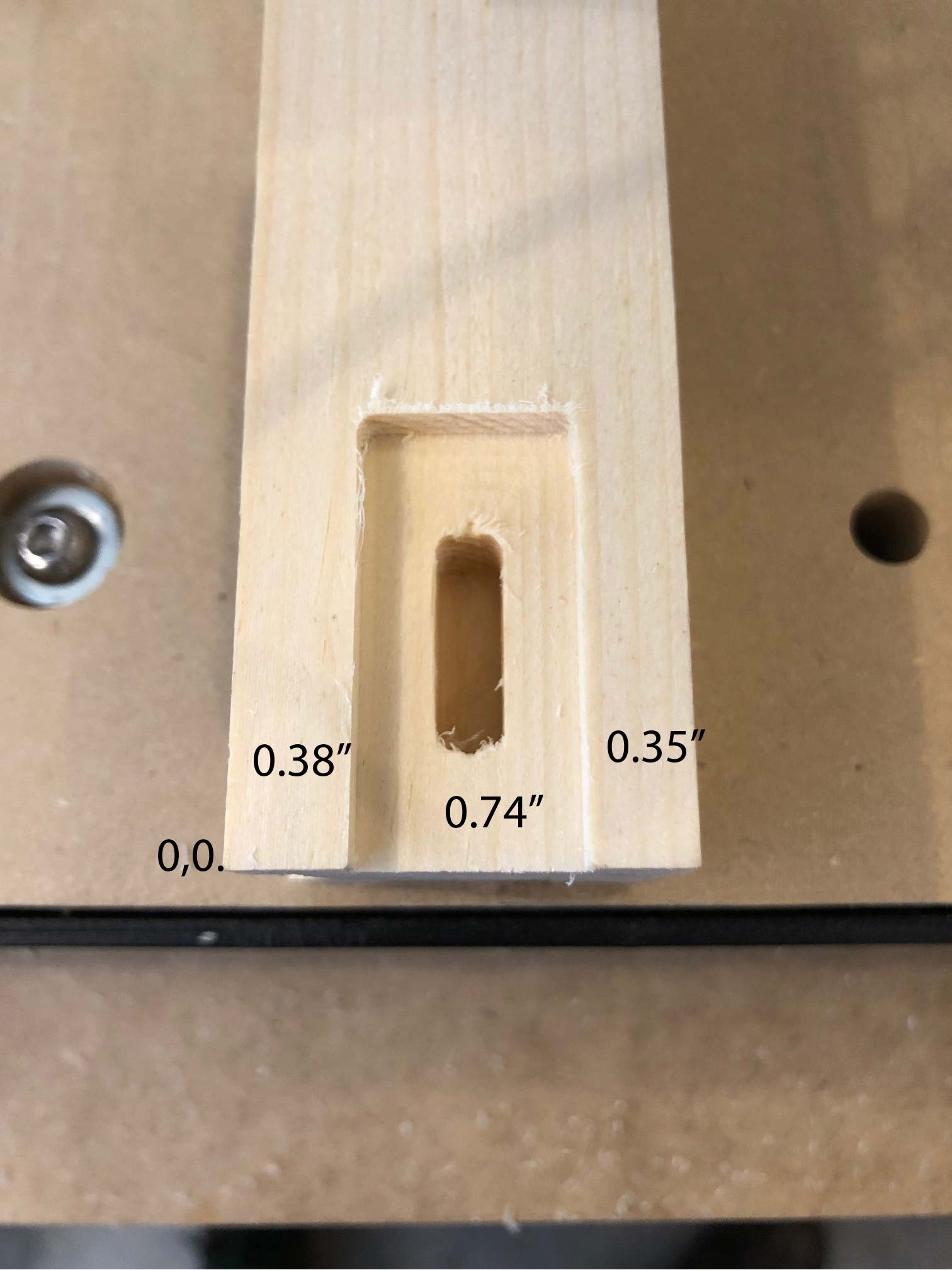
I’m at a loss with an x-axis issue I am having with my XXL. I’m trying to cut some joinery for a side table leg and cannot get a mortise (pocket) centered on a chair leg. I originally designed the pocket in AutoCAD/Carbide Create and ran into this issue. I then decided to try it in Rhino/RhinoCAM and had the same issue so it looks like it is something on the machine end. The leg is 1.47" wide and the pocket is supposed to be 0.75" wide so there should be a 0.36" shoulder on each side. However, the closest shoulder to my zero is always larger whenever I run this. I am using a 0.125" flat endmill. I started with the Carbide touch probe to zero of the lower left corner of the piece (xyz method hanging off the edge) and always got a difference between shoulders of ~0.03" to 0.04" with the widest shoulder closest to zero. I switched to more of a manual zero using the touchprobe to determine when the cutter is touching the side of the piece and then moving over half the diameter to set the x-zero. This reduced the difference between shoulders to 0.01" to 0.02", which is better. I then tried to use the lower right corner of the piece to set zero (manually since the probe won’t work there) and once again got a wider shoulder closest to zero but with a similar 0.02" difference.
I would prefer to use the touch probe to set zero as I have a bunch of these legs to run but a shoulder difference of 0.03" to 0.04" is not acceptable. Why wouldn’t that be working? Have other people found their probes to be off? If I can’t figure out the probe I can set up a jig to hold the legs so that zero will be the same for all the legs once it is set manually. Even then my manual method does not seem to be working perfectly but it’s definitely more acceptable than the probe. Are my tolerance expectations to high?
Thanks for any help,
Sandy