I purchased my Shapeoko Pro XXL about a year ago. Since this was my introduction into the world of CNC it has taken some time to understand how the machine should respond in certain situations. Although I still consider myself a novice, I have learned a lot in the past year, or so I thought.
Recently, out of the blue, my machine suddenly developed a hiccup in the XY movement. To be more specific, the first problem I noticed was that the right-side stepper motor developed a noticeable shimmy and started skipping at random times, but only as it returned to the homing position after a cut. Naturally, I thought it was due to excessive slack in the belt, so I adjusted it and re-squared the machine as you are supposed to.
Believing the issue had been properly addressed, it was business as usual for about a week. Then, all of a sudden, the studdering and skipping in the right side Y stepper reappeared without warning. However, the issue was no longer contained to just the right-side Y stepper motor. Like a virus, the issue returned with a vengeance and seemingly infected both the left side Y stepper and the X stepper motors. So, the only thing left to do was to order a tuneup kit, restretch new belts, and resquare the machine. Unfortunately, I still could not get rid of the skipping and shuddering in any of the motors.
After hours of reading through a lot of forum pages, I began to think that the GRBL settings could be the issue because I began using Lightburn around the same time to run a laser, but the only GRBL changes that need to be made when switching back and forth is $30 and $32. Everything else remained the same, and nothing I have read suggested that simply installing LightBurn would cause the GRBL settings to go haywire in CNC mode. So, I began digging into the meaning of each GRBL command and how it affects the machine’s operation.
Fast forward to this week, the issue has become increasingly worse. Almost every time I run a toolpath, the machine skips and doesn’t home correctly and will not return to zero without continually reinitializing, which is very annoying. Therefore, I decided to go through all the GRBL settings and test the steps for $100, 101, and 102. Upon testing the movements, I came up with the following results, which confused me on how I needed to proceed.
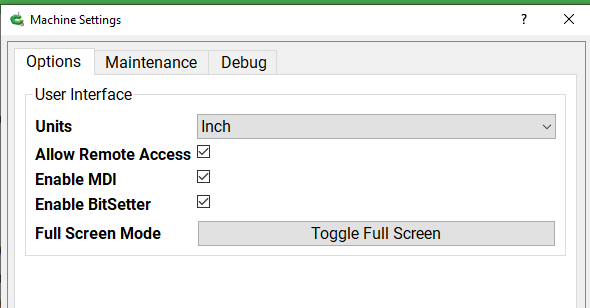
Let me begin by saying that I have the measurements in inches in CM (Carbide Motion) settings, but the GRBL shows 0 for $13, which is millimeters. I am not sure if that is an issue, but I have run it like that for a year with no issues, so I don’t know how it could be. Also, I will post my current GRBL settings at the end of this post. Today I decided to measure the XY stepper movement as it compares to the present GRBL settings.
First, I ran a test on the X-axis. Using the MDI line in CM, I entered G01X25F500 and pressed send. As I said in the beginning, I am still a novice at all this, but after extensive reading on the topic, I have come to understand that entering X25 in the G-Code should tell the machine to move 25 millimeters to the left, which is in the positive direction. The same holds true for entering Y25 as well as -25 for each direction. However, I get mixed results each time I enter the line of G-Code, and it is never the same result.
One time, the machine may act as expected and only move 25mm, while other times, it may move as much as 50.6mm in any direction. I cannot find any rhyme or reason as to why it would move as expected one time but not the next. It is unpredictable and now the machine will not reliably run a toolpath as it has started skipping steps in the middle of the toolpath, which ruins the project. If anyone has any suggestions, please let me know, I would really appreciate it. Thank you. My current GRBL and machine settings are posted below.
$$
$0=10
$1=255
$2=0
$3=5
$4=0
$5=0
$6=0
$10=1
$11=0.020
$12=0.010
$13=0
$20=0
$21=0
$22=1
$23=0
$24=200.000
$25=2000.000
$26=25
$27=3.000
$30=24000
$31=0
$32=0
$100=40.000
$101=40.000
$102=320.000
$110=10000.000
$111=10000.000
$112=1300.000
$120=500.000
$121=500.000
$122=100.000
$130=845.000
$131=845.000
$132=150.000
ok
N0G4P0.5
ok
$xG92.1G49G10L2P1X0Y0Z0G54G21G90
ok
ok
ok
ok
ok